





Уміння паяти в сучасному житті, насиченою електроприладами і електронікою, необхідно так само, як вміння користуватися викруткою і вантузом. Методів пайки металів існує багато, але перш за все потрібно знати, як паяти паяльником, хоча в побутових умовах здійсненні і можуть знадобитися також інші її способи. На допомогу бажаючим освоїти технологію ручних спаечних робіт і призначена ця стаття.
Примітка: пайки пропілену та ін. Пластиків тут ми не торкаємося. Це, власне, і не пайка - в техпроцессе відсутні обов'язкові компоненти спаечних робіт, припой і флюс. Технологічно пайка пластиків ближче до низькотемпературної контактному зварюванні. Те ж стосується холодної пайки - з'єднанню деталей струмопровідних клеєм.
Пайка металів припоєм - досить складний фізико-хімічний процес, але в роботі він зводиться до досить простим прийомам і операціям. Щоб правильно паяти, що не блукаючи в нетрях теорії, правила виробництва спаечних робіт потрібно дотримуватися в точності. Особливо це стосується вибору методу пайки, припою і флюсу в залежності від виду деталей, що з'єднуються і вимог до Паяні стику. Опису цих та інших подробиць, без яких міцний спай не вийде, і присвячена основна частина матеріалу, що викладається.
Примітка: якщо вам хочеться швидше чогось спаяти, то можна подивитися докладний відео-урок з основ пайки для початківців нижче. Але врахуйте, подальшого в тексті він не замінить. У спаечних роботах далеко не завжди діє правило - «роби так, вийде так». І в налагодженому виробництві, буває, доводиться ламати голову - а що робити, якщо виходить не так? Або, що потрібно зробити, щоб вийшло все-таки так, якщо немає того, чим належить робити так.
Відео: як навчитися паяти - урок для початківців
Що таке пайка?
Пайка своїми руками в домашніх умовах зводиться до наступних технологічних операцій:
- Паяемие поверхні очищають від забруднень, корозійних корок і т.п.
- Зачищають до блиску, тобто до відсутності видимих слідів оксидів;
- Покривають флюсом - речовиною, що видаляє залишки оксиду і не допускає окислення поверхонь в подальшому процесі. Для флюсовкі під лудіння переважно використовувати не рідкі або тверді флюси, а флюс-пасти;
- Потім поверхні лудять - наносять на них розплавленийприпой (спеціально призначений для пайки сплав), він при цьому розтікається тонкою плівкою і хімічно з'єднується з основним металом;
- Деталі попередньо з'єднують механічно: скруткой, стисненням пінцетом, плоскогубцями, в лещатах, струбциной тощо.
- Наносять ще флюс, щоб не допустити окислення припою під нагріванням;
- Наносять з прогріванням ще припій (можливо, вже інший) до отримання спаяний заданої якості;
- Якщо пайка велася паяльником з лудженим жалом (див. Нижче), по її закінченні його очищають і покривають неактивним флюсом. Щоб пайки були якісними, звичайний паяльник повинен зберігатися з зафлюсованним жалом!
Далі ми розглянемо докладніше операції ключові, на які слід звернути особливу увагу, щоб навчитися паяти як слід.
необхідний відступ
У коментарях на тему пайки широко дискутується тема: як правильно - залудити або облуди? За правилами російської технічної мови - залудити, як і в інших словоформах від «лудити»; блуд тут ні при чому. Але краще, по можливості, обходитися зовсім без приставок, тому що в коренях словоформ «д» часто змінюється на «ж» (лудіння) і тоді можлива паразитная асоціація з калюжею. Залужівает це що - в калюжу вмочати? Треба - лудити. «Споювати» замість «паяти» неприпустимо однозначно, тому що у цих слів зовсім різні значення. Також як і «припай» замість «припій». Припай - це смуга берегового льоду, що утворюється при замерзанні водойм. А спайка - небажане наслідок хірургічної операції. Місце з'єднання деталей пайкою це спай.
Примітка: в північних діалектах російської є ще луди - підводні кам'яні гряди - і навіть риба сиг-лудога, яка там водиться. Але в канонічному російською луди миготять вкрай рідко, так що їх можна не брати до уваги.
зачистка
Зачистка після очищення - перша підступна операція пайки. Використання для неї абразивів неприпустимо! Їх найдрібніші частинки, які в'їлися в метал, повністю видалити неможливо. Згодом вони стають вогнищами процесів, що руйнують спай.
Зачищають поверхні під пайку надфілем, напилком, шаберним інструментом (різні види скребків) або просто ножем. Але найкраще, особливо якщо готуються для пайки струмопровідні дроти, відразу покрити їх активованим флюсом (див. Далі), а після пайки ретельно видалити його залишки. Це зручно робити зубною щіткою, змоченою спиртом.
Чим і як лудити / паяти?
Для таких операцій знадобиться вже спеціальний електронагрівальний інструмент: паяльник, футорка або паяльна пальник. Паяти в домашніх умовах найчастіше доводиться електропаяльником з мідним лудженим жалом. Його пристрій показано на поз. 1 рис. «Для повного щастя» спайника-любителя потрібні стрижневі паяльники на 16-20 Вт для мікросхем і друкованих плат, поз. 2а, 40-50 Вт (поз. 2б), для електропроводів і навісного монтажу компонент радіоелектроніки, і 80-150 Вт (поз. 2в), для складання невеликих металоконструкцій пайкою.

Пристрій і різновиди електропаяльників з мідним лудженим жалом
Якщо не передбачається робіт з мікрочіпами (телефони, планшети, комп'ютери) і пайки сталі товщиною понад 0,5-0,6 мм, можна обійтися комплектом з паяльників на 25 Вт (поз. 3а) і 60-65 Вт, поз. 3 б. Раптом виникне необхідність паяти Металлопрофілі з товщиною стінок до 3-4 мм і / або товстий сталевий лист, потрібно радіаторний паяльнік- «сокиру» на 300-400 Вт, поз. 4.
Жала паяльників малої потужності (поз. 2а, 2б, 3а, 3б) спочатку не прокувати і тому досить швидко окислюються (підгорають). Щоб підвищити їх стійкість, а заодно і відформувати потрібним чином, вийнятий з паяльника стрижень проковують слюсарним молотком на ковадлі настільних лещат. «Шіркать» його надфілем після цього немає потреби, та й не треба, щоб не стерти зовнішній ущільнений шар міді. Після проковки жало відразу ж покривають активованим флюсом.
Поки ми готували паяльник, флюс на паєчний поверхнях зробив свою справу: під його шаром вони чисті, можна лудити. Тут критичним пунктом буде товщина деталей:
- Менш 1/8 діаметра стрижня паяльника - прогріються наскрізь до температури плавлення припою менш ніж за 7 с. Флюс не встигне википіти.
- Більш 1/6 тієї ж величини - прогріються більш ніж за 10 с, флюс википить, деталі оголяться і окислятся.
- 1 / 8-1 / 6 діаметра стрижня - потрібно, найчастіше ґрунтуючись на власному досвіді, лудити легкоплавким припоєм під висококиплячих флюсом. Або скористатися паяльником потужніший.
У першому випадку на жало набирають краплю припою, переносять на паяемую поверхню, і, якщо:
- Провід тонкий - легко, без натиску, рухають по оголеному кінця жалом з одного і потім з протилежного боку, поки припій НЕ розтечеться. Провід тримають кінчиком вниз. Стекла туди краплю надлишку припою знімають паяльником.
- Провід товстий - жало рухають по спіралі взад-вперед.
- Плоска тонка довга деталь - припій наносять на кінець і рухають жало уздовж. Коли за жалом здадуться незалуженние краю деталі, наносять на недолуженний ділянку ще флюсу, набирають іншу краплю припою і продовжують лудіння.
- Довга ширша деталь - то ж, що і в перед. випадку, але жало ведуть змійкою.
- Широка деталь - жало рухають по спіралі від центру в краях.
Для лудіння товстих деталей беруть нитковий припій з флюсом, т. Зв. гарпиус: це тонка гнучка трубочка з фольги припою, в просвіті якої порошкоподібна каніфоль. Лудить починають з краю довгих або з середини широких деталей. Кінець гарпиус прикладають до місця початку лудіння, гріють паяльником, поки не розтечеться. Рухи жалом - такі ж, як в перед. випадках. Припій подають під жало в міру витрати. Дати на жало - він до нього буде липнути, поки не утвориться велика крапля, яка стече куди не треба.
Особливості пайки проводів
У попередньому з'єднанні паяються деталей найбільше проблем виникає з проводами: їх для цього доводиться чіпати руками, чого поверхня металу забруднюється, і спаям проводів частіше інших паяних з'єднань доводиться витримувати механічні навантаження.

скручування проводів
Перш ніж паяти дроти, їх потрібно правильно скрутити. Основні види скруток проводів для пайки показані на рис. У кожного з них своє призначення:
- Бандажними скрутками з'єднують жорсткі (товсті одножильні) струмоведучі проводи, тобто за якими передається електрична потужність. Особливо - дроти наружниее. Бандажне з'єднання забезпечує достатній електричний контакт навіть при непропай або перегрів окислившегося спаяний.
- Желобкові скручування роблять на проводах в легкоплавку ізоляції (простий ПВХ, поліетилен), коли необхідно повне розтікання припою при мінімальному прогріванні. Гріють желобкові скручування тільки по жолобку.
- Простими скрутками можна з'єднувати як одножильні, так і багатожильні тільки що зачищені від ізоляції (блискучі) дроти.
- Проста послідовна скручування, т. Зв. пряма британська, або просто британка, може бути застосована для з'єднання струмоведучих проводів гнучких кабелів перетином до 1,4 кв. мм, що не випробовують регулярних великих механічних навантажень, напр. електричних подовжувачів або тимчасових будівель.
Електричні дроти, які відчувають регулярні і / або постійні механічні навантаження, повинні бути обов'язково багатожильними. Скручують їх, як показано внизу на рис: кінці разметлівают, «мітли» всувають один в одного і скручують по-британськи. Паяють легкоплавким припоєм підвищеної міцності, напр. ПОСК-50 (див. Нижче) з активованим флюсом, що не вимагає видалення залишків, також див. Нижче.
Паралельні (тупикові) скрутки проводів перетином понад 0,7 кв. мм бажано паяти зануренням в розплавлений припій, див. далі. В іншому випадку доведеться гріти або довго, або занадто потужним паяльником, чому ізоляція повзе, а флюс передчасно википає.
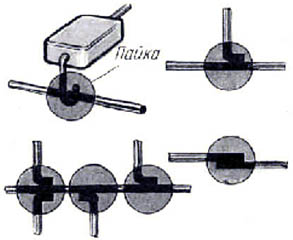
Примітка: одножильні луджені дроти - висновки деталей радіоелектроніки - допустимо паяти встик або з набросом гачком, див. Рис. праворуч.
Що паяємо, але не паяется
Чи не призначені для з'єднання пайкою гнучкі коаксіальні кабелі і кабелі для комп'ютерних мереж типу вита пара ( «вітуха»). Досвідчений кабельник, що має повне уявлення про електродинаміки ліній передачі сигналу, в виняткових випадках зробити муфту на них може. Але при виконанні дилетантом, нехай він в іншому кваліфікований електронник і монтажник, пропускна здатність і перешкодозахищеності лінії впадуть нижче допустимого, аж до повної втрати.
Як чистити і консервувати жало
Жало паяльника очищають від залишків припою, потираючи про м'яку пористу або волокнисту підкладку. Найчастіше використовується поролон, але це варіант не з найкращих: він підгорає і налипає на жало. Кращий матеріал для його чистки - натуральна повсть або базальтовий картон. Але ще краще - 2-ступінчаста чистка, спочатку про губку-путанку з металевої стрічки, а потім вже про повсть. Після чистки паяльник вимикають, вводять ще гаряче жало в тверду каніфоль і чекають, поки вона не перестане пузиритися. Тоді жало виймають і тримають вниз кінцем, щоб стекли надлишки каніфолі. За повному його охолодженні паяльник можна відправляти на зберігання.
Припої та флюси
Тепер прийшов час точно підібрати робочий припій і флюс до нього, тому що пайка, на відміну від полуди, повинна не тільки міцно зчіплюватися з основним металом, а й сама бути міцною. Зведення відомостей про припоях і флюсах широкого застосування зі старого довідника дана на рис. Стосовно до нинішнього часу до неї залишається додати не так вже й багато.
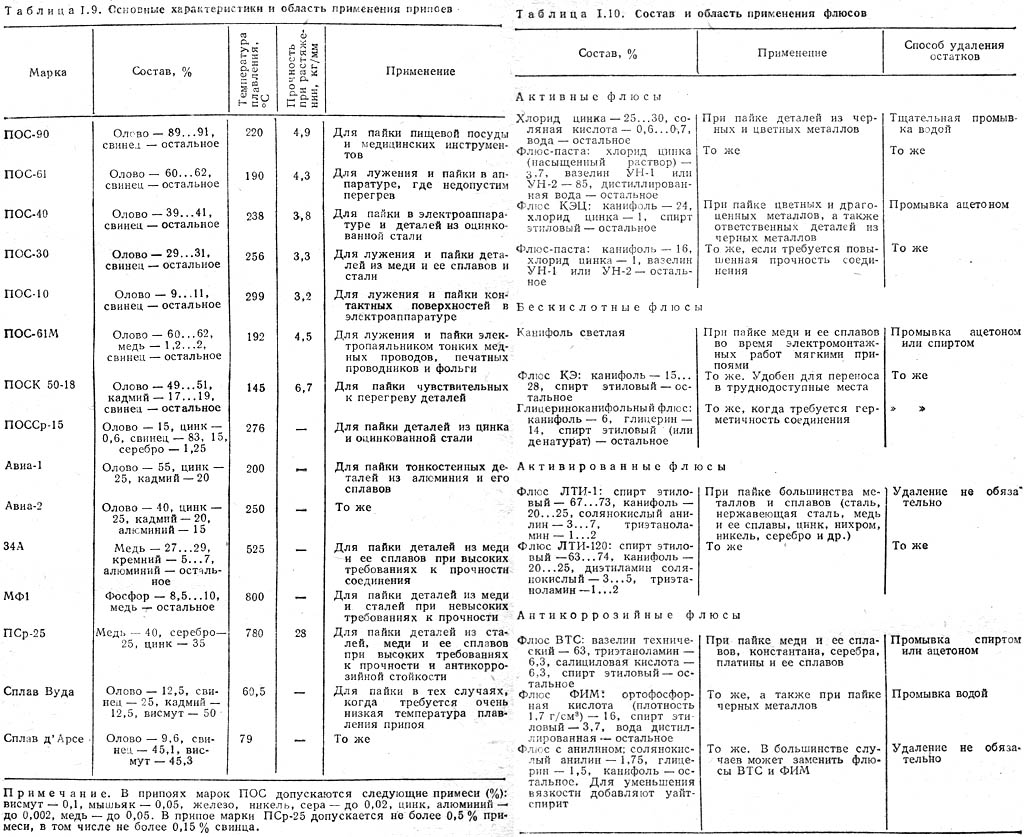
Характеристики припоев і флюсів широкого застосування
Припої
Припої від ПОС-90 до Авіа-2 - м'які для паяння. Гарантовано забезпечують тільки електричний контакт. ПОС-30 і ПОС-40 паяють мідь, латунь, бронзу з неактивними флюсами, а їх же зі сталлю і сталь зі сталлю - з активними. ПОССр-15 можна паяти оцинкування з неактивними флюсами; інші припої при цьому роз'їдають цинк до стали і пайка скоро відвалюється.
34А, МФ-1 і ПСР-25 припої тверді, для високотемпературної пайки. Припоєм 34А можна паяти алюміній в полум'я (див. Далі, про пайку алюмінію) зі спеціальними флюсами, см. Там же. Припоєм МФ1 припаюють мідь до стали з активованим флюсом. «Невисокі вимоги до міцності» в даному випадку означає, що міцність спаю ближче до міцності міді, ніж стали. ПСР-25 при пайку сухим паяльником (див. Далі) придатний для пайки ювелірних виробів, вітражів Тіффані і т.п.
флюси

Паяльні флюси діляться на нейтральні (неактивні, безкислотні), хімічно з основним металом не взаємодіють або взаємодіючі в незначній мірі, активовані, хімічно діючі на основний метал при нагріванні, і активні (кислотні), що діють на нього і холодними. Відносно флюсів наше століття приніс найбільше нововведень; здебільшого все ж хороших, але почнемо з неприємних.
Перше - технічно чистого ацетону для промивання пайок в широкому продажі більше немає внаслідок того, що він використовується в підпільному виробництві наркотиків і сам має наркотичну дію. Замінники технічного ацетону - розчинники 646 і 647.
Друге - хлористий цинк в активованих флюс-пастах часто замінюють тераборнокіслим натрієм - бурою. Соляна кислота - високотоксична хімічно агресивне летюча речовина; хлорид цинку також токсичний, а при нагріванні сублімує, тобто випаровується плавляться. Бура безпечна, але при нагріванні виділяє велику кількість кристалізаційної води, що трохи погіршує якість пайки.
Примітка: бура сама по собі паяльний флюс для пайки зануренням в розплавлений припій, див. Далі.
Хороша новина - тепер у продажу є широкий асортимент флюсів на всі випадки паяльною життя. Для звичайних спаечних робіт вам знадобляться (див. Рис.) Недорогі СКФ (спіртоканіфольний, колишній КЕ, другий в списку безкислотній флюсів в табл. I.10 на рис. Вище) і паяльна (травлення) кислота, це перший в списку кислотний флюс. СКФ придатний для пайки міді і її сплавів, а паяльна кислота - для сталі.
Пайки від СКФ потрібно обов'язково промивати: до складу каніфолі входить бурштинова кислота, при тривалому контакті руйнує метал. Крім того, випадково пролитий СКФ миттєво розтікається по великій площі і перетворюється в дуже довго сохне надзвичайно липку гидоту, плями від якої нічим не зводяться ні з одягу, ні з меблів, ні з підлоги зі стінами. Загалом СКФ для пайки хороший флюс, але не для роззяв з тюхтіями.
Повноцінний замінник СКФ, але не такий противний при недбалому поводженні - флюс ТАГС. Сталеві деталі більш масивні, ніж допустимо для пайки паяльною кислотою, і більш міцно, паяють флюсом Ф38. Універсальним флюсом можна паяти практично будь-які метали в будь-якому поєднанні в т.ч. алюміній, але міцність спаю з ним не нормується. До пайку алюмінію ми ще повернемося.
Примітка: радіоаматори, майте на увазі - зараз є у продажу флюси для пайки емальованих проводів без зачистки!
Інші види пайки
Любителі майструвати також часто паяють сухим паяльником з бронзовим нелудженому жалом, т. Зв. паяльним олівцем, поз. 1 на рис. Він хороший там, де неприпустимо розтікання припою поза зоною пайки: в ювелірних виробах, вітражах, паяних предметах прикладного мистецтва. Іноді всуху паяють і мікрочіпи, монтовані на поверхню, з кроком розташування висновків 1,25 або 0,625 мм, але це справа ризикована і для досвідчених фахівців: поганий теплової контакт вимагає надлишкової потужності паяльника і тривалого нагрівання, а забезпечити стабільність прогріву при ручному пайку неможливо. Для сухої пайки застосовують гарпиус з ПОСК-40, 45 або 50 і флюс-пасти, які не потребують видалення залишків.

Інші види пайки, здійсненні будинку
Тупикові скручування товстих проводів (див. Вище) паяють зануренням в футорка - ванночку з розплавленим припоєм. Колись футорка гріли паяльною лампою (поз. 2а), але нині це дикість первісна: електрофуторка, або паяльна ванна (поз. 2) дешевше, безпечніше і дає кращу якість пайки. Скручування в футорка вводять крізь шар киплячого флюсу, що подається на припій після його розплавлення і прогріву до робочої температури. Найпростіший флюс в даному випадку - порошок каніфолі, але вона скоро википає і ще швидше пригорає. Краще флюсовать футорка бурою, а якщо паяльна ванна використовується для оцинковки дрібних деталей, то це єдино можливий варіант. В такому випадку максимальна температура футорки повинна бути не нижче 500 градусів Цельсія, тому що цинк плавиться при 440.
Нарешті, масивну мідь у виробах, напр. труби, паяють високотемпературної пайкою в полум'я. У ньому завжди є незгорілі частки, жадібно поглинають кисень, тому полум'я володіє, як кажуть хіміки, відновні властивості: знімає залишковий оксид і не дає утворитися новому. На поз. 3 видно, як полум'я спеціальної паяльної пальники буквально видуває все непотрібне із зони пайки.
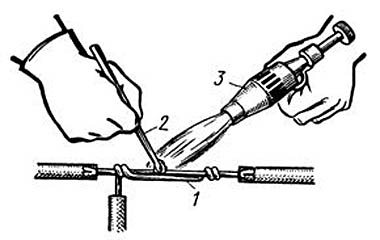
Ручна високотемпературна пайка в полум'ї
Високотемпературну пайку ведуть, див. Рис. праворуч, рівномірно потираючи з натиском зону пайки 1 паличкою твердого припою 2. Полум'я пальника 3 має слідувати за припоєм, щоб гаряче пляма не виявилося на повітрі. Попередньо зону пайки гріють, поки не підуть кольори мінливості. До лудженої твердим припоєм поверхні можна припаяти щось ще припоєм м'яким як зазвичай. Детальніше про пайку в полум'я див. Далі, коли справа дійде до труб.
Курйозно, але в деяких джерелах паяльну пальник обзивають паяльною станцією. Ну, рерайт є рерайт, що з нього візьмеш. Насправді настільна паяльна станція (див. Слід. Рис.) - обладнання для тонких паяльних робіт: з мікрочіпами та ін., Де неприпустимий перегрів, розтікання припою куди не треба і ін. Огріхи. Паяльна станція точно підтримує задану температуру в зоні пайки, і, якщо станція газова, то контролює подачу туди газу. В такому випадку пальник входить в її комплект, але сама по собі паяльна пальник паяльна станція не більше, ніж каменоломня - собор Василя Блаженного.

Настільні паяльні станції
Як паяти алюміній

Флюси для пайки алюмінію
Завдяки сучасним флюсів паяти алюміній стало в загальному не складніше, ніж мідь. Для низькотемпературної його пайки призначений флюс Ф-61А, див. Рис. Припій - будь-який аналог припоев Авіа; в продажу є різні. Єдино що - стрижень в паяльник краще вставити бронзовий луджений з насічками на жалі приблизно як у напилка. Він під шаром флюсу легко зіскоблити міцну плівку оксиду, яка і не дає алюмінію паяться просто так.
Для високотемпературної пайки алюмінію припоєм 34А призначений флюс Ф-34А. Однак гріти зону пайки полум'ям потрібно дуже обережно: температура плавлення самого алюмінію всього 660 Цельсія. Тому високотемпературну пайку алюмінію краще застосовувати беспламенного камерну (пайка з пічним підігрівом), але обладнання для неї коштує дорого.
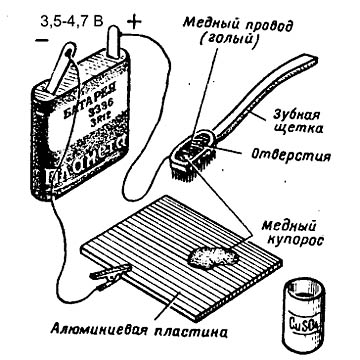
Обміднення алюмінію для пайки
Є ще «піонерський» спосіб пайки алюмінію з попередніми обміднений. Він придатний, коли потрібно тільки електричний контакт, а механічні напруги в зоні пайки виключені, напр., Якщо потрібно з'єднати алюмінієвий кожух із загальною шиною друкованої плати. «По-піонерському» пайка алюмінію здійснюється на установці, показаній на рис. зліва. Порошок мідного купоросу насипають гіркою в зону пайки. Зубну щітку жорсткіше, обмотану голим мідним дротом, занурюють в дистильовану воду і розтирають нею з натиском купорос. Коли на алюмінії з'явиться мідне пляма, його лудять і паяють як зазвичай.
Дрібна пайка
В пайку друкованих плат є свої особливості. Як паяти деталі на друковані плати, в цілому см. Невеличкий майстер-клас в малюнках. Лудить проводів відпадає, тому що висновки радіокомпонент і чіпів вже луджені.
В аматорських умовах, по-перше, немає особливого сенсу лудити все струмопровідні доріжки, якщо пристрій працює на частотах до 40-50 МГц. У промисловому виробництві плати лудять низькотемпературними способами, напр. напиленням або гальванічним. Прогрів доріжок паяльником по всій довжині погіршить їх зчеплення з основою і збільшить ймовірність відшарування. Після монтажу компонент плату краще покрити лаком. Мідь від цього відразу потемніє, але на працездатність пристрою це ніяк не вплине, якщо тільки мова не йде про СВЧ.
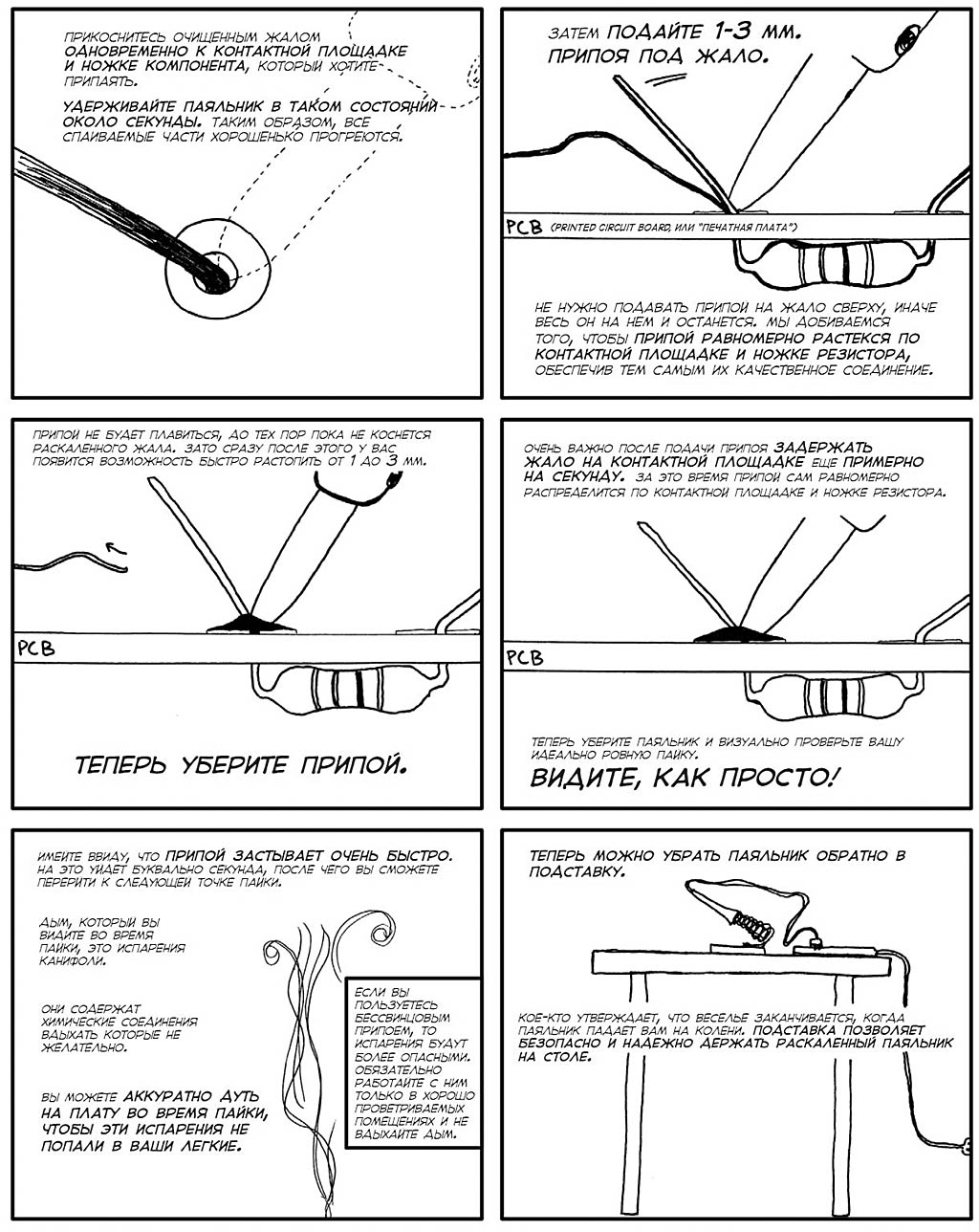
Пайка радіоелектронних компонент на друковану плату
Потім, погляньте на щось потворне зліва на слід. Мал. За такий шлюб і в недоброї пам'яті радянському МЕПе (міністерстві електронної промисловості) монтажників розжалували в вантажники або підсобники. Справа навіть не в зовнішньому вигляді або перевитрату дорогого припою, а, по-перше, в тому, що за час охолодження цих блямби перегрілися і монтажні майданчики, і деталі. А великі важкі напливи припою - досить інертні для вже ослаблених доріжок важки. Радіоаматорам добре знайомий ефект: зіпхнув ненавмисно плату-«каракатиці» на підлогу - 1-2 або більше доріжок відшарувалися. Не чекаючи і першої перепайки.
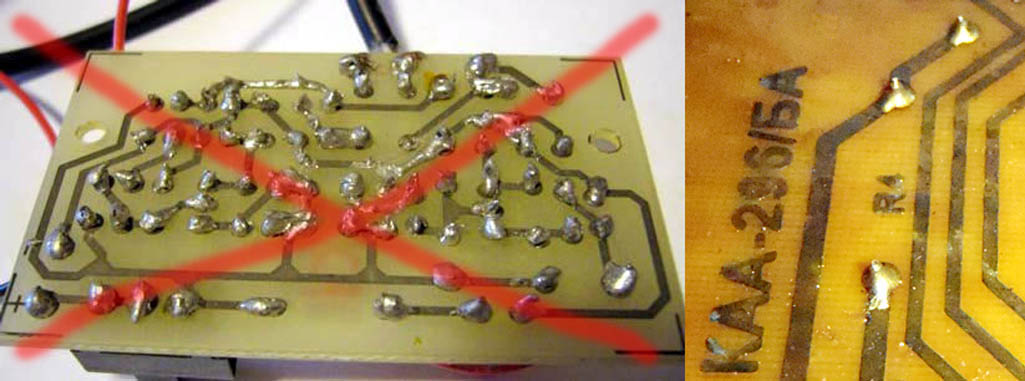
Неправильно і правильно розпаяні друковані плати
Паєчний напливи на друкованих платах повинні бути округлими гладкими висотою не більше 0,7 діаметра монтажного майданчика, см. Праворуч на рис. Кінчики висновків повинні трохи виступати з напливів. До речі, плата повністю саморобна. Є спосіб в домашніх умовах зробити друкований монтаж таким же точним і чітким, як фабричний, та ще й вивести там написи, які хочеться. Білі цятки - відблиски від лаку при фотографуванні.
Напливи увігнуті і тим більше зморщені - теж шлюб. Просто увігнутий наплив значить, що припою недостатньо, а зморшкуватий, крім того, що в пайку проник повітря. Якщо зібране пристрій не працює і є підозра на непропай, дивіться в першу чергу такі місця.
ІМС і чіпи
По суті інтегральна мікросхема (ІМС) і чіп одне і теж, але для ясності, як в загальному і прийнято в техніці, мікросхемамі- «микрухой» залишимо ІМС в DIP-корпусах, до великих за ступенем інтеграції включно, з висновками через 2,5 мм, що встановлюються в монтажні отвори або паєчний пістони, якщо плата багатошарова. Чіпами нехай будуть надвеликі ІМС- «мільйонники», монтовані на поверхню, з кроком висновків 1,25 мм і меншим, а мікрочіпами - мініатюрні ІМС в таких же корпусах для телефонів, планшетів, ноутбуків. Процесори і інших «камені» з жорсткими багаторядними штирові висновками не чіпаємо: вони не паяются, а встановлюються в спеціальні панельки, які запаюються в плату одноразово при її складанні на підприємстві.
заземлення паяльника
Сучасні КМОП (CMOS) ІМС по чутливості до статичної електрики такі ж, як ТТЛ і ТТЛШ, тримають без пошкодження потенціал в 150 В протягом 100 мс. Амплітудне значення діючої напруги мережі 220 В - 310 В (220х1,414). Звідси висновок: паяльник потрібен низьковольтний, на напругу 12-42В, включений через понижуючий трансформатор на залозі, не через імпульснік або ємнісний баласт! Тоді навіть прямою пробою на жало не зіпсує дорогі чіпи.
Залишаються ще випадкові, і тим більше небезпечні, викиди напруги: зварювання поруч включили, кидок мережі був, проводка заіскрилася і т.п. Найнадійніший спосіб уберегтися від них - не відводити «бродячі» потенціали з жала паяльника, а не пускати з туди. Для цього ще на спецпідприємствах СРСР застосовувалася схема включення паяльників, показана на рис .:
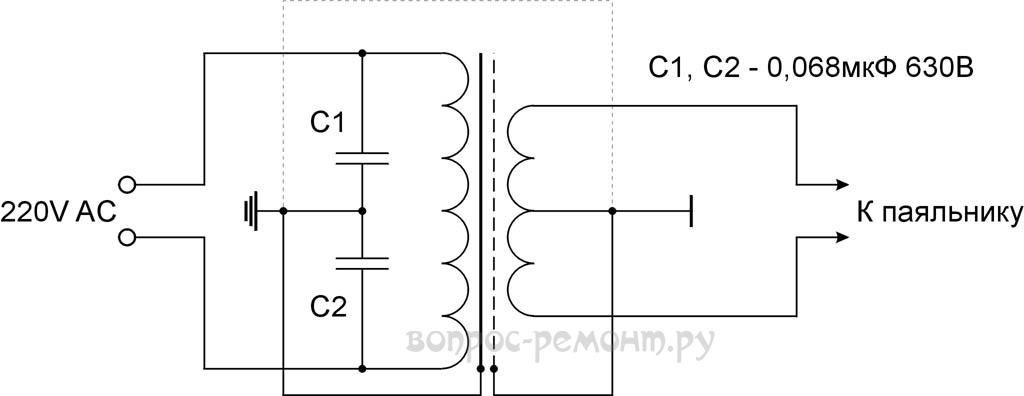
Схема заземлення низьковольтного електропаяльника
Точка з'єднання C1 C2 і сердечник трансформатора підключаються безпосередньо до контуру захисного заземлення, а до середньої точки вторинної обмотки - екранна обмотка (незамкнений виток мідної фольги) і заземлювачі робочих місць. До контуру ця точка підключається окремим проводом. При достатній потужності трансформатора до нього можна підключати скільки завгодно паяльників, не піклуючись про заземлення кожного окремо. У домашніх умовах точки a і b з'єднують із загальною клемою заземлення окремими проводами.
Мікросхеми, пайка
Мікросхеми в DIP-корпусах паяются як інші радіоелектронні компоненти. Паяльник - до 25 Вт. Припій - ПОС-61; флюс - ТАГС або спіртоканіфоль. Змивати його залишки потрібно ацетоном або його замінниками: спирт бере каніфоль туго, і між ніжками відмити їм повністю не вдається ні пензликом, ні дрантям.
Що до чіпів і тим більше мікрочіпів, то паяти їх вручну настійно не рекомендується фахівцям будь-якого рівня: це лотерея в досить проблематичним виграшем і досить імовірним програшем. Якщо вже у вас справа дійде до таких тонкощів як ремонт телефонів і планшетів, то доведеться розщедритися на паяльну станцію. Користуватися нею не набагато складніше, ніж ручним паяльником, див. Відео нижче, а ціни цілком пристойних паяльних станцій нині доступні.
Відео: уроки пайки мікросхем
Мікросхеми, випайки
«По-правильному», ІМС для перевірки при ремонті не Випоюють. Їх діагностика проводиться на місці спеціальними тестерами і методами і негідна видаляється раз і назавжди. Але любителі не завжди можуть собі це дозволити, тому про всяк випадок нижче даємо ролик про методи випайки ІМС в DIP-корпусах. Чіпи з мікрочіпами умільці теж умудряються випоювати, напр., Підсовуючи під ряд висновків нихромовую зволікання і гріючи сухим паяльників, але це лотерея ще менш виграшна, ніж ручний монтаж великих і надвеликих ІМС.
Відео: випайки мікросхем - 3 способи
Як паяти труби
Мідні труби паяють високотемпературним способом будь-яким твердим припоєм для міді з активованою флюс-пастою, яка потребує видалення залишків. Далі можливі 3 варіанти:
- У мідних (латунних, бронзових) сполучних муфтах - паяльних фітингах.
- З повною роздачею.
- З неповними роздачею і стисненням.
Пайка мідних труб в фітингах надійніше інших, але вимагає значних додаткових витрат на муфти. Єдиний випадок, коли вона незамінна - пристрій відводу; тоді використовується фітінг-трійник. Обидві паяемие поверхні заздалегідь не лудять, але покривають флюсом. Потім трубу вводять в фітінг, надійно фіксують і пропаивают стик. Пайка вважається закінченою, коли припій перестане йти в зазор між трубою і муфтою (потрібен 0,5-1 мм) і виступить зовні невеликим валиком. Фіксатор знімають не раніше ніж через 3-5 хв по затвердінні припою, коли стик вже можна тримати рукою, інакше припой не набере міцність і стик колись так потече.
Як паяють труби з повною роздачею, показано зліва на рис. Тиск «раздатая» пайка тримає таке ж, як і фітингових, але вимагає доп. спецінструменту для розгортання розтруба і підвищеної витрати припою. Фіксація впаюються труби не обов'язкова, її можна всунути в розтруб з проворотом, поки не заклинить намертво, тому пайку з повною роздачею часто роблять в незручних для установки фіксатора місцях.
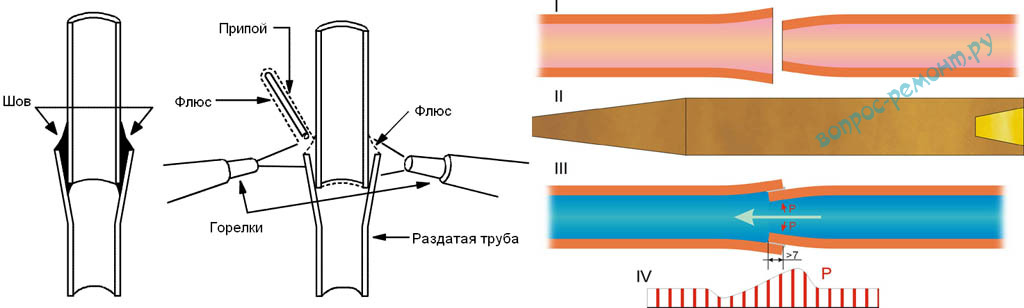
Пайка мідних труб
У домашній розводці з тонкостінних труб малого діаметра, де тиск вже невелике, а його втрати несуттєві, доцільною може виявитися пайка з неповною роздачею однієї труби і звуженням інший, поз. I справа на рис. Для підготовки труб досить круглої палиці з твердого дерева з конічним вістрям в 10-12 градусів з одного боку і усічено-конічної лункою в 15-20 градусів з іншого, поз II. Кінці труб обробляють, поки вони без заклинювання не ввійдуть один в одного прим. на 10-12 мм. Лудять поверхні заздалегідь, наносять на луджені ще флюсу і з'єднують до заклинювання. Потім гріють до плавлення припою і підпирають зауженную трубу, поки її не заклинить. Витрата припою виходить мінімальним.
Найважливіша умова надійності такого стику - звуження повинно бути орієнтоване по току води, поз. III. Шкільний закон Бернуллі - узагальнення для ідеальної рідини в широкій трубі, а у реальному рідини у вузькій трубі за рахунок її (рідини) в'язкості максимум стрибка тиску зміщується протилежно току, поз. IV. Виникає складова сили тиску, що притискає зауженную трубу до раздатой, і пайка виходить дуже надійною.
Що ще?
Ах да, підставки для паяльників. Класична, зліва на рис., Придатна для будь-яких стрижневих. Де на ній бути ванночка для припою і каніфолі - залежить лише від вас, будь-якої регламентації немає. Для малопотужних паяльників з фартухом придатні спрощені підставки-скоби, в центрі.

Правильні і неправильна підставки для паяльників
Паяльні станції комплектуються переважно пружинними або трубчастими ложементами-гніздами для паяльників. У них вся гаряча частина інструменту недоступна для дотику, але і промазати паяльником повз них, зосередившись на пайку дрібної «розсипи», ймовірніше. Але чого вже точно не треба робити, і що прямо заборонено ТБ - це підставку з підручних матеріалів, в якій паяльник лежить на ванночках для витратних матеріалів, праворуч на рис.
 (1 оцінок, середнє: 5,00 з 5)
(1 оцінок, середнє: 5,00 з 5) 


Натискаючи кнопку «Додати коментар», я погоджуюся з призначеним для користувача угодою і політикою конфіденційності сайту.