




Саморобний профілегибочні верстат: норми, рекомендації, способи згинання, приклади

Якщо без води і ні туди, і ні сюди, то без труби взагалі і ні туди, і ні сюди. По трубах не тільки течуть вода, стоки, хладоагент. По трубах надходить газ, проходять комунікації, тяги управління механізмами. У будівництві і ремонті не можна обійтися без різного роду профілів, стандартних і фасонних. Все це потрібно гнути, і не абияк, а за формою і в розмір. Чи можна зробити хороший профілегибочні верстат своїми руками? Можна, а як - подивимося. Принципи згинання труб і профілів одні і ті ж, тому що труба - різновид профілю.
Вимоги до вигинів
Перш ніж братися за принципи і конструкції, потрібно знати, до якої міри труби і профілі можна згинати. Вигин на кут - це вже не вигин, а надлом: нести навантаження і пропускати потік він не здатний. Вимоги до вигинів труб такі:
- При товщині стінки труби до 2 мм і діаметрі d = 5-20 мм мінімально допустимий радіус вигину R = 4d; при d = 20-35 мм R = 5d; при d більше 35 мм трубу гнути не можна, вигин потрібно робити збірним із секцій.
- Якщо товщина стінки більше 2 мм, то при d до 35 мм R = 3d; d = 35-60 мм R = 4d і d = 60-140 мм R = 5d. Труби ще ширше гнути знову ж не можна.
- Труби особливо тонкостінні, товстостінні і особливо товстостінні гнути не можна.
Зазначені значення стосуються труб з конструкційної сталі, латуні та титану. Для міді та металопластику їх можна прийняти такими ж: мала міцність металу компенсується його високою пластичністю. Для алюмінію значення мінімального радіуса вигину, вираженого в діаметрах труби, потрібно збільшити на одиницю (якщо для стали R = 4d, то для такого ж алюмінію буде R = 5d), а для дюралю - не менше ніж на 2 одиниці. Те ж стосується труб сталевих хромованих і нікельованих (хром і нікель дуже тендітні). Бронзові труби гнути, як правило, не можна, за винятком труб з берилієвої бронзи. Кадмірованние сталеві труби гнуться як звичайні.
Примітка: у особливо тонкостінних труб нормується товщина стінки труби в залежності від діаметра просвіту; скажімо, при діаметрі просвіту в 5 мм стінка може бути 0,3; 0,4; 0,5 мм, а при діаметрі просвіту в 80 мм - 1,2; 1,4; 1,6; 1,8; 2,0 мм. Для товстостінних і особливо товстостінних труб нормується відношення діаметра просвіту до товщини стінки труби 6-12,5 для товстостінних і менше 6 - для особливо товстостінних.
Допустимі радіуси вигину і його способи для профілів вказуються в специфікаціях на них. У першому наближенні можна вважати d рівним найбільший розмір перетину профілю. Важливо знати, що тиск на профіль при згинанні повинен бути на його суцільну або опуклу сторону, інакше протилежна піде складками. Будь гибочний верстат повинен конструюватися і виготовлятися з урахуванням цих обставин.
Класифікація згинальних верстатів
Чи не промислові гнучкі верстати класифікуються за такими ознаками:
- За способом згинання - см. Соотв. розділ.
- За мобільності - стаціонарні, переносні і носяться.
- За типом приводу - ручний, електричний, гідравлічний.
- З кінематики передавального механізму - штовхач, гвинт, шестерні, зубчаста рейка із зубами.
Пояснення до п. 2: стаціонарний верстат вимагає установки на міцній стійкої опорної поверхні, зліва на рис. Переносний (в центрі) не дає реакції на опору і може бути встановлений де завгодно. Ношений крім того і не дає моменту віддачі, їм можна користуватися у висячому положенні, праворуч на рис.

Стаціонарний, переносний і ношений трубогиби
Примітка: торгове позначення «мобільний гибочний верстат» може позначати будь-який, крім стаціонарного на окремому фундаменті. Тому при покупці керуйтеся приводяться нижче відомостями, особливо що стосується опорної поверхні. Наприклад, ручним гідравлічним трубогибам на звичайному столі користуватися не можна - качати рукоятку домкрата доводиться зі значним зусиллям, і воно передається на стіл.

Настільний гідравлічний трубогиб з автомобільниі домкратом
Будь профілегіб може бути великим і маленьким, легким і важким, призначеним для тонкої і грубої роботи, що розвиває зусилля в пару кілограм або кілька тонн. Погляньте на рис. зліва: найпростіша зварна рама, автомобільний домкрат, яка не втратила придатності для використання за прямим призначенням. Такий саморобний профілегибочні верстат поміститься на верстаті, а гнути їм можна все, що в принципі гнеться.
рекомендації самодельщиков
Щоб зробити профілегіб своїми руками, який буде гнути труби з куточками, а не сам себе, потрібно правильно підібрати по зусиллю згинання розміри деталей станини. Передбачається, що виготовлена вона буде зі звичайної конструкційної сталі.
Товщину металу деталей станини слід брати не менше 1/6 діаметра згинається труби. Наприклад, якщо потрібно гнути труби до 35 мм, то метал станини ніде не повинен бути тонше 6 мм, інакше туди піде концентрація напружень. Згадаймо найперший із законів опору матеріалів: де тонко, там рветься.
Товщина опорної плити повинна бути вдвічі більше, так само як найменша товщина пуансона з матрицею. Діаметри роликів вибираються не менше трьох діаметрів труби для згинання прокатом, і по допустимому радіуса вигину у всіх інших випадках.
Розміри полиць куточка, з якого зварюється станина, повинні бути не менше трьох діаметрів труби, а розмір полки швелера - не менше 2 його діаметрів. Наприклад, при тих же 35 мм максимум згинаються для станини потрібен або куточок 100х6, і це на межі, або швелер 70х6.
Як гнуть труби і профілі?
Пластичної згинальної деформації без надриву витягнутих деталей, суцільних і порожнистих, можна домогтися такими способами:
- вигинанням за шаблоном;
- видавлюванням;
- пресуванням;
- прокаткою;
- комбінованим способом - обкаткою по ложементів.
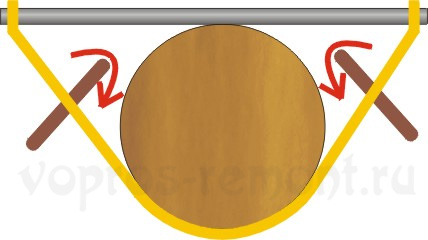
лучковий трубогиб
За першим способом діє найпростіший і найдавніший лучковий трубогиб, див. Рис. Все, що для нього потрібно - кругла милиця, мотузка, два міцних прутка або палиці-воротка і добре прожарений, а потім промитий пісок. Піском набивають трубу, обстуківая молотком для усадки, а Воротки закручують мотузку. З зігнутої труби пісок виколупують дротяним гачком.
Лучковий спосіб має істотний недолік: практично протягом усього процесу згинання вектори зусиль на кінцях труби мають дотичну до її осі складову. Тому гарною точності таким способом добитися неможливо, і в сьогоднішніх серійних трубогиба він не застосовується.
При разової роботі без особливих вимог до точності лучковий трубогиб може виручити і в наші дні. Якщо потрібен великий радіус вигину, наприклад, для дуг теплиці , шаблон роблять з вбитих в дерев'яний щит штирів. Але для робіт більш точних і відповідальних краще пошукати креслення профилегибочного верстата, а яка конструкція для якої мети краще підходить, ми розберемося далі. Заодно подивимося, який з готових покупних для чого годиться.
видавлювання
Видавлювання тільки зовні схоже на лучкові згинання, вивернуті навиворіт. Насправді видавлювання - пресування без матриці, одним пуансоном. Роль матриці грають дві жорсткі опори по кінцях вигину: обертові ролики або поворотні черевики. Тому вектор зусилля завжди перпендикулярний трубі і можна отримати точний згин.
Видавлювання як спосіб гнуття добре тим, що ніколи не дає складок, швидше за труба порветься. Але для видавлювання потрібно поступово і плавно наростаюче зусилля, щоб метал згинається профілю встигав текти, через що в промисловості видавлювання застосовується нечасто: мала продуктивність. Але в побутових трубогиба перетворюється на гідність неповороткість ручної гідравліки і її невелика віддача на руку, що дозволяє відчувати матеріал, а компактний гидродомкрат дає зусилля в тонни.

Ручний гідравлічний трубогиб
Гідравлічний профілегіб з ручним приводом - найбільш часте виконання переносних потужних трубогибов (див. Рис): вага - кілька кг, електроживлення не потрібно, а гнути можна сталеві труби до 76-100 мм. Домкрат може бути як вбудованим власним, так і автомобільним; під нього роблять сідло з оголовком. Радіус вигину змінюють заміною пуансона-черевика з комплектного набору.
Однак мобільний Гідротрубогиби зі змінними черевиками вимагає установки на міцну опору через істотне зусилля віддачі, і не можна отримувати фігурні вигини. Тому вигинається профілегіб застосовуються в основному для монтажу водопровідної і газової розводки від магістралі до квартири, а також в майстерень, які виробляють гнуті деталі штучно або дрібної серією.
Часто використовується невеликий давить трубогиб для монтажу тонкостінних мідних або металопластикових труб: такий ручний інструмент з рейково-храповой подачею пуансона розміром трохи більше пассатижей, але тонкі труби гніт дуже точно. Особливо придатний такий для монтажу спліт-систем, там через властивостей хладоагента складки на трубках неприпустимі.
вигин пресуванням
При згинанні пресуванням обробляється деталь затискається між що не обертаються пуансоном і матрицею. Зробити профілегіб - прес також можна самому зі звичайних слюсарних лещат, шматка непотрібного гальмівного барабана і половинки шківа: в губах лещат свердлять отвори, нарізають в них різьблення і кріплять на болтах пуансон з матрицею. Згинання зводиться до здавлення лещатами; його точності багато сприяє мастило робочих поверхонь. Важлива умова - підібрати один до одного по перетину матрицю з пуансоном, як показано на малюнку; особливо це важливо для гнуття куточків.
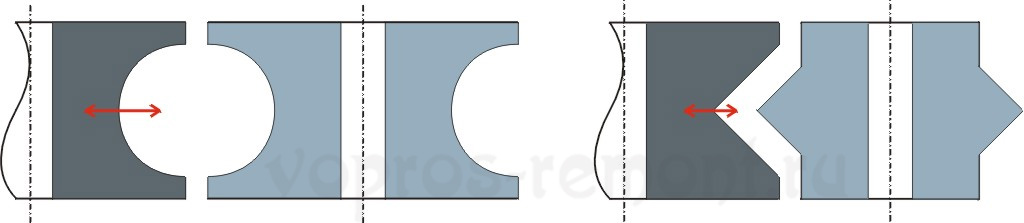
Пуансони і матриці для згинання пресуванням
Точний вигин пресом вимагає ретельної розробки профілю матриці і пуансона з урахуванням залишкових деформацій металу деталі. Але зате одним ударом штампа можна отримати вигин дуже складної конфігурації, тому гнуття пресуванням застосовується в основному в промисловості.
вигин прокаткою
При гнуття прокаткою деталь протягують між двома опорними роликами і обертовим роликом-пуансоном, подачу якого можна змінювати зубчастої рейкою з храповиком, гідравлікою або гвинтом. Ручний профілегибочні верстат такого типу - конструкція досить складна, див. Рис. праворуч, і вимагає міцної опори через великих зусиль віддачі. Але прокатної профілегіб має наступні важливі переваги:
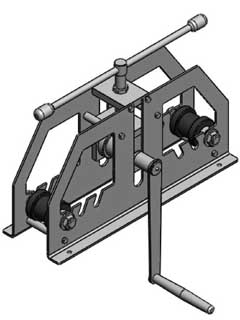
Ручний верстат для згинання прокаткою
- Висока продуктивність - швидкість ручного гнуття може бути до 3 м / хв і більше.
- Капролактанові або фторопластовим роликами з прямокутними канавками можна гнути тонкостінні профілі складного перетину, як показано на рис. зліва.
- Скосом роликів, як показано стрілками там же, можна отримувати циліндричні спіралі.
- Змінюючи в процесі роботи подачу пуансона, можна отримувати деталі з перемінним радіусом вигину, в т.ч. плоскі спіралі.
- Комбінуючи два останніх способу, можна отримувати спіралі конічні і інші деталі з просторовим вигином.
Складне гнуття в домашніх умовах на прокатному (або ще - протяжливому) профілегіб найкраще виходить при роботі вдвох: підручний крутить воріт протягання, а майстер регулює скіс і подачу. Таким способом вдається отримувати складні великі пружини або декоративні деталі, які потім цілком сходять за високоякісну художню ковку, і за відповідною ціною. У промисловості прокатні гнучкі верстати з мікропроцесорним управлінням також використовуються дуже широко.

Профілегибочні верстат з перекошуватися фторопластовим роликами
роликова гнучка
Роликове згинання - комбінація вигину з прокаткою: ролик-пуансон обкатується по закріпленої з одного кінця труби, притискаючи її до ролика-ложемент або черевика. Оскільки корінний кінець труби закріплений нерухомо, дотична складова вектора зусилля на ньому не виникає, довгий важіль дає можливість створити изгибающее зусилля, порівнянне з гідравлікою, а під катящимся пуансоном метал добре і швидко тече.
Роликовий трубогиб дає прийнятну точність і непогану для ручної роботи продуктивність: вигин проводиться одним рухом важеля. Але гнути їм можна тільки труби - профілі мнуться через нерівномірного тиску пуансона на поверхню деталі, і метал починає текти хвилями.

Роликовий трубогиб для тонкостінних труб
Однак гнуття роликом сталевих труб вимагає міцної опори і значних зусиль, а гнуття дрібних тонкостінних досить серйозного досвіду: занадто швидко або різко смикнувши важіль, можна трубку або сплюснути, або погнати по ній складки. Досвідчені майстри з набитою рукою для монтажу сплитов, квартирного газу або металопластику воліють користуватися саме роликовими дрібними трубогиба (див. Рис. Справа): за розміром і вагою вони лише трохи більше рейково-храпових з видавлюванням, а продуктивність праці за рахунок швидкості згинання виходить в 2-3 рази вище.
Відео: ручний трубогиб
про електроприводі

електричний трубогиб
Побутовий електричний профілегіб (див. Рис) зовсім не машина для ледарів, як його іноді називають. Він має важливе значення: не дає віддачі ні на опору, ні на руки, а зусилля дає як гідравлічний. Тому електричний гибочний верстат можна поставити на м'яку землю, на старий підлогу веранди на дачі і т.п.
Але його потрібно підключити до електромережі, а спожиту електроенергію оплатити за тарифом. Крім того, для користування простим електричним профілегіб необхідний навик: віддачі на руку ні, не встиг вимкнути - профіль пішов складками, або надламався, або потягнувся.
Відео: саморобний профелегібочний верстат з електроприводом
підсумок
Тепер ви знаєте про побутові профілів верстатах і інструменті все основне і суттєве. Сподіваємося, що даний матеріал допоможе вам вибрати згідно мети використання конструкцію для самостійного виготовлення або модель для покупки.
 (Поки оцінок немає)
(Поки оцінок немає) 


Натискаючи кнопку «Додати коментар», я погоджуюся з призначеним для користувача угодою і політикою конфіденційності сайту.