




Свердлильний верстат: як зробити самому, компоненти, креслення, виготовлення
Домашній свердлильний верстат (попросту - Дриля) це обладнання, нагальну потребу в якому відчуває кожен, хто хоч щось колись майструє. Умільці іноді роблять Дриля з 2-ступінчастою передачею, столами для деталі, що мають більше 3-х ступенів свободи і навіть двокоординатні свердлильно-фрезерні верстати з ЧПУ, див. Рис. нижче. Але в даній публікації ми розглянемо виготовлення дриля своїми руками - такого, який просто свердлить і фрезерує - зате точно, чисто, і впевнено тримає свою точність довгий час за умови епізодичній короткочасної перевантаження: стабільна точність обробки це головна вимога до металорізального обладнання. Яке в аматорських конструкціях виконується, на жаль, частіше за все лише завдяки випадковому збігу обставин.

Аматорські свердлильні верстати
Метал або дерево?

Дерев'яний свердлильний "верстат" -монстр
Початківцям завжди здається, що працювати по дереву легко і просто. Зіпсована заготівля згодиться на дрібні вироби або паливо. Можливо, тому останнім часом спостерігається справжнє пошесть: саморобні верстати з відповідальними дерев'яними деталями. В результаті на світ часом з'являються монстри, які, напевно, здивували б і Архімеда, див. Рис. праворуч. Однак згадаємо: найкраща досяжна точність на дереві +/- 0,5 мм. У металообробці різанням найбільша допустима похибка за замовчуванням 0,375 мм (в Англії і США 0,397 мм = 1/64 дюйма). На цьому питання про використання дерева як основного конструкційного матеріалу верстата закривається без обговорення, що, мовляв, дерево до того ж на порядки легше металу деформується, зношується і пошкоджується. Ну, а любителям глибокого внутрішнього самозадоволення у виробах - вільна воля за свої гроші і праці.
пристрій Дриля
Фантазія неодмінна умова будь-якого творчого успіху, але в машинобудуванні вона марна без точних розрахунків і звірки з перевіреними досвідом рішеннями. Історія верстатобудування налічує тисячоліття - лучкові токарні та свердлильні верстати з ножним приводом використовувалися вже в кінці кам'яного віку. По темі цієї статті перевірений зразок - настільний вертикально-свердлильний верстат промислового зразка. По ньому і будемо звірятися, вибираючи і вирішуючи, як краще зробити свердлильний верстат власноруч: в експлуатації перебувають одиничні екземпляри сверлілок, яким перевалило за 100, і точність вони до сих пір тримають.
Пристрій настільного вертикально-свердлильного верстата показано на рис .:
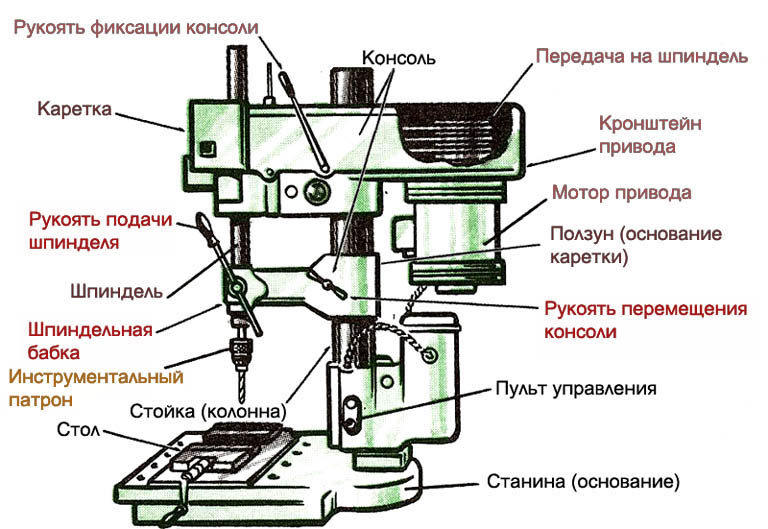
Пристрій настільного вертикально-свердлильного верстата
Його основні модулі станина, колона, консоль і стіл для деталі. Складові частини основних вузлів злегка виділені кольором, а їх компоненти квітами яскравішою. Найпростіший стіл (не рахуючи дерев'яного чурбака) - лещата. Стіл поворотно-зсувний дозволяє крім сверловки виробляти також деякі фрезерувальними операції. Станина як правило наглухо кріпиться до верстата або ін. Надійної опори.

Гвинтовий затиск - фіксатор консолі сверлильного міні-верстата
В роботі консоль за допомогою підйомно-поворотного механізму повзуна встановлюють в необхідному положенні згідно розмірам і конфігурації оброблюваної деталі, і фіксують. Подача шпинделя на робочий хід здійснюється окремим механізмом подачі. В аматорських і промислових для домашнього користування конструкціях підйомно-поворотний механізм це найчастіше рука оператора, а фіксатор - гвинтовий затиск повзуна, див. Рис. праворуч; по ТБ те й інше допустимо. Але що неодмінно має бути в конструкції дриля за вимогами тих же ПБ, так це відбійне пристроїв або просто відбійник: якщо кинути рукоять подачі, шпиндель або каретка разом з ним повинні автоматично відскочити вгору до упору. У домашніх Дриля відбійник найчастіше пружина, встановлена в потрібному місці, див. Далі.
Примітка: промислове виробництво, продаж і використання на підприємствах і в майстернях ІП свердлильних верстатів без відбійного пристрої заборонені ПТБ.
Робити чи купувати?
Електродриль це вже готові привід, передача, шпиндель і патрон в моноблоці. Поставити його на каретку верстата - і можна свердлити. За точністю рішення, взагалі кажучи, не оптимальне (див. Далі), але в багатьох випадках прийнятне, зате яка рятує від необхідності замовляти дорогі точені деталі підвищеної точності, див. Нижче. Зважаючи на це, станини під установку дрилі зараз продаються мало не на вулиці з лотків; ціни доступні. Вибираючи таку, щоб зробити свердлильний верстат з дрилі, керуйтеся перш за все режимом роботи обладнання; від нього залежить і ціна:
- Епізодична сверловка / фрезерування для себе з точністю яка вийде - станина пластикова лита або сталева штампована. Механізм подачі важільний з колінчастим важелем (див. Далі). Підшипники ковзання каретки (див. Далі) сталь по сталі або з капроновими вкладишами. Ціни - $ 20- $ 30.
- Регулярна сверловка для себе або на замовлення зі звичайною машинобудівної точністю. Оброблювані матеріали - до твердості і в'язкості звичайної конструкційної сталі. Все той же, але підшипники ковзання сталь по сталі (гірше) або з бронзовими втулками, а станина - чавунна лита або (дорожче) композитна також вібропоглинаюча. Ціни - $ 30- $ 40.
- Регулярна сверловка і фрезерування будь-яких піддаються інструменту матеріалів з періодичними навантаженнями інструменту і / або з підвищеною точністю - підшипники ковзання тільки бронза по сталі, станина чавунна. Механізм подачі зубчато-рейкова (ще див. Далі); консоль вібропоглинаюча. Ціни - $ 60- $ 180.
Примітка: як правило до станини для дрилі опціонально пропонується поворотно-зсувний стіл для деталі, що дозволяє виробляти окремі види фрезерування. Ціна в межах $ 20.
вибираємо станину
Станину для дрилі (які продавці чомусь вперто називають стійками) потрібно вибирати не по виробнику ( «китай» - не «китай»); Зараз на ринку і «німецького Китаю» повно, не кажучи вже про виробах пострадянських держав. Потрібно перевірити конструкцію.
Перше - зразки з пластиковими НЕ капроновими вкладишами підшипників ковзання відбраковуються однозначно: биття і відведення свердла більш ніж на 0,5 мм з'являться вже на 10-й - 20-й «дірки» і далі будуть збільшуватися. Друге - люфт консолі. Беремо її за дальній кінець, похитує вгору-вниз і в сторони при затиснутому фиксаторе. Помітною «бовтанки» бути не повинно (тактильне почуття нетренованого людини відчуває биття 0,4-0,5 мм).
Далі - огляд конструкції, см. Рис. нижче. Для звичайної сверловки підійде показана на поз. 1. Ідеальний варіант - на поз. 2: цанговий затиск дрилі, зміщення колони убік зменшує вібрацію консолі на порядок, а повернувши її вбік на 45 градусів, можна фрезерувати від руки з точністю «як вмієш» деталь на штатний не зсувному столі, знявши пару кріплень столу, тому що при цьому його зміщення вручну відносно горизонтальної робочої осі консолі буде лінійним.
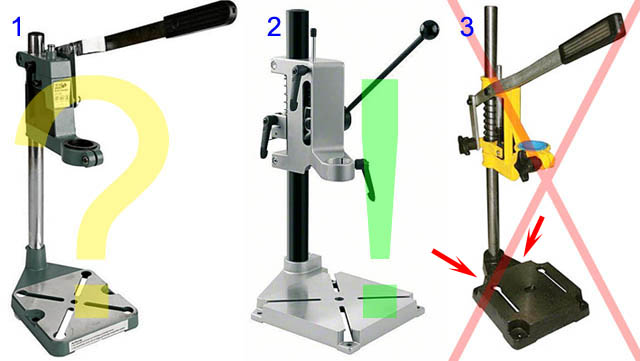
Як вибрати станину (стійку) для дрилі
А ось зразок на поз. 3 не беріть ні в якому разі. По-перше, комір його колони низький і її кріплення ненадійно. По-друге, поздовжні пази під стіл полегшують ручну фрезерування «як вийде», але, на відміну від діагональних, не гасять вібрації станини. Більш того, вони будуть концентруватися, де показано стрілками (приплив під колону зроблений занадто вузьким) і звідти прямо підуть в колону і стіл.
Що дешевше?
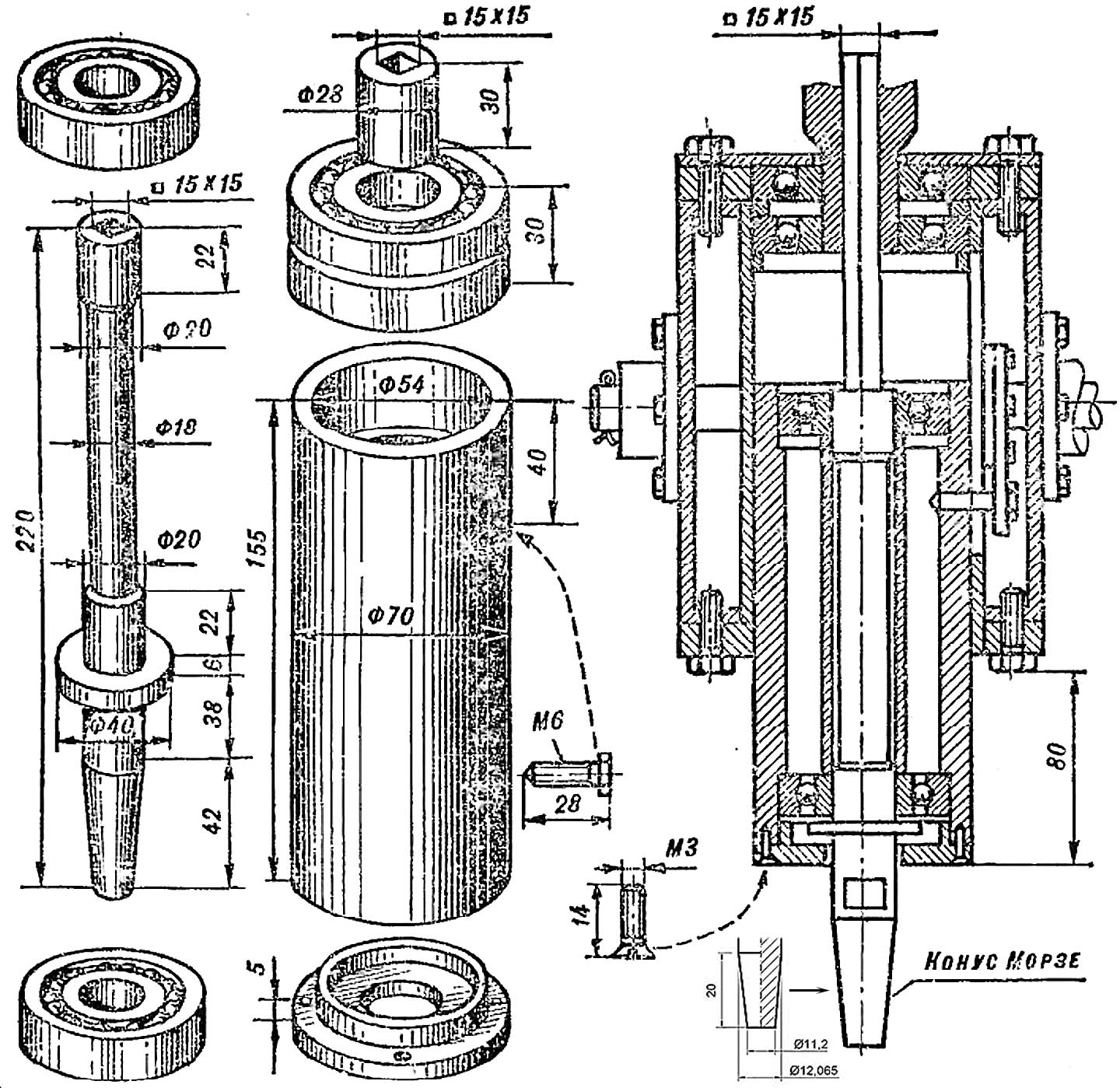
Креслення шпинделя настільного свердлильного верстата
Припустимо, ціна на вподобану станину вас не влаштовує. Або дриль якщо «ломовий», з ударним механізмом, що була у роботі по будівельним конструкціям і биття патрона видно на око. Тоді насамперед з'ясовуємо, якщо і в межах досяжності майстер, який володіє токарним верстатом підвищеної точності (не груба 0,02 мм). Що, між іншим, не факт - верстат підвищеної точності коштує дуже дорого і на потоці розхожих замовлень ніколи не окупається. Але, між іншим, знайшовся. Беремо креслення на рис. праворуч, йдемо до нього і питаємо, чи зможе він виточити це зі сталі не гірше 30ХГСА, і скільки візьме за роботу. «Це» - креслення шпинделя настільної Дриля. Решта її деталі можна виточити на звичайному верстаті, або знайти в завалах на залізному базарі або у себе в непотребі. Швидше за все, виявиться, що купити станину + стіл дешевше, а якщо прикинути витрати на інше, то, можливо, вималюється і дриль підвищеної точності. У продажу такі бувають; їх можна дізнатися за відсутності ударного механізму і коміра спеціально для установки в станину: на нього надіта виточена сталева манжета.
Якщо все ж робити
Проте, можливі випадки, коли саморобний свердлильний верстат або обійдеться дешевше або зовсім даром, або найкраща дриль на станині його не замінить. Справа в тому, що на колону, крім згинаючих і вібраційних навантажень передаються також крутильні від робочого органу (інструменту - свердла, фрези). Обумовлено це різницею плечей важеля від осі колони до ближнього до неї і далекого країв інструменту; крутильні навантаження від фрези, гризучої матеріал одні краєм, на порядок більше, ніж від свердла. Тому отримати точність обробки дрилем на станині понад 0,1 мм нереально (чому - див. Далі), а допустимо, під різьблення М3 потрібно отвір 2,7; під М2,5 - 2,2, і похибка обробки в такому випадку виявляється неприйнятною. Загалом, робити Дриля своїми руками має сенс, незважаючи на витрати, якщо:
- Ви радіоаматор і працюєте з компонентами з кроком висновків 2,5 і 1,25 мм ( «тисяченожкі» з кроком 0,625 мм монтуються вже тільки на площину). Тоді вам потрібен свердлильний верстат для друкованих плат з точністю не гірше 0,05 мм;
- Ви займаєтеся іншими тонкими роботами по дереву і металу. Напр., Зробити красиву витончену шкатулку або надійний тайник в будинку, застосовуючи тільки ручну сверловку, неможливо;
- Свердлите / фрезеруете ви час від часу для себе і точність вас влаштує яка вийде, а в потайничках повно всякого металлохлама.
Примітка: в останньому випадку вам пощастило, раптом десь завалявся старий дитячий велосипед. Труби його рами з відмінною стали, а втулка колеса майже готовий шпиндель; на замовлення залишається тільки перехідник з конусом Морзе під інструментальний патрон. Працюючи продумано і акуратно, з старого велосипеда можна зробити свердлильний верстат з точністю ок. 0,1 мм, або фактично дармову станину для дрилі, см. Напр. відео:
Відео: стійка для дриля своїми руками
компонування
Але, припустимо, нам потрібна точність вище, і фрезерувати пази треба, її не втрачаючи. В такому випадку першорядну важливість набуває компоновочная схема верстата.
Оптимальний варіант - розташування шпинделя і приводу по різні боки колони, поз. 1 на рис. Важкий мотор в даній схемі діє як противагу сейсмостійких будівель: відображає в протифазі вібраційні і крутильні навантаження від шпинделя. В області колони від частково гасять один одного. Гасіння максимально, якщо центр ваги каретки знаходиться точно по осі консолі, і тим вище, чим тонше свердло і менше тиск на нього. Тобто, точність верстата на тонкій роботі підвищується, і в той же час він без її втрати витримує досить значні перевантаження.

Компонувальні схеми саморобних свердлильних верстатів
Примітка 4: робити Дриля для точної роботи з безпосереднім приводом на шпиндель і розташуванням його і приводу на одному боці каретки можна, якщо є готова виброгасящая станина, напр. від старого мікроскопа (під 2) і т.п. оптичних приладів.
У міні верстатах для друкованих плат і ювелірних робіт спостерігається неприємний ефект: щоб отримати точність вище 0,05 мм, колону доводиться робити непропорційно товстої, поз. 3. Викликано це тим, що її здатність поглинати вібрації і крутильні навантаження визначається площею поперечного перерізу, яка зі зменшенням розмірів деталі падає по квадрату. Для плат під компоненти з кроком висновків 2,5 мм, а також дрібні слюсарно-столярні роботи досить точності 0,05 м. При цьому основний вплив на її погіршення надають изгибающие колону навантаження. Щоб парирувати їх, досить застосувати здвоєну колону з прутка 10-14 мм зі звичайної конструкційної сталі, поз. 4. Якщо достатньо звичайної точності 0,375 мм, то шляхом здвоювання колони свердлильний верстат для епізодичних робіт вдається зробити навіть з дрилі і водопровідних пропіленових труб, поз. 5. Ресурс його до втрати точності невеликий, але і матеріал-то дешевий і обробки на замовлення не вимагає.
подача
Важливу роль для точності сверловки має також пристрій механізму подачі шпинделя (каретки в верстаті з дрилі): ривки і / або нерівномірне зусилля подачі як мінімум збільшують биття свердла. При сверловке тонким твердосплавним свердлом в такому випадку дуже ймовірні його відведення, поломка і як наслідок - непоправна псування трудомісткою заготовки.
У верстатах і станинах для дрилі підвищеної точності застосовується зубчато-рейковий механізм подачі (зліва на рис.), Що забезпечує її повну рівномірність і, що особливо важливо для ручної подачі, точно пропорційну віддачу упору інструменту в руку. Для цього необхідні зубчаста рейка і шестерня-триба з цілком певним профілем зубів - евольвентним. В іншому випадку подача піде ривками навіть при абсолютно плавному натиску на рукоять. Зробити «на коліні» пару рейка-шестерня з однаковими евольвентними зубами нереально; підібрати підходящу готову пару мало ймовірно, тому зубчато-рейкові механізми подачі в саморобних Дриля зустрічаються вкрай рідко.

Види механізмів подачі настільного свердлильного верстата
Найчастіше роблять простий змішувач механізм подачі, в центрі на рис., Але це далеко не оптимум. На початку і в кінці робочого ходу, коли плавність подачі і точність сверловки особливо важливі, він передає упор в руку недостатньо, а в середині ходу надлишково, чому зростає ймовірність застрявання інструменту в в'язкому матеріалі. Від цих недоліків вільний механізм подачі з колінчастим ламким важелем, праворуч; крім того, він додатково гасить вібрації консолі. Ставлення плечей коліна беруть прибл. 1: 1.
Стіл з подачею
Сверловка тонких тендітних / вузьких деталей виходить точніше, а вірогідність відходу і поломки свердла менше, якщо шпиндель закріплений нерухомо, а стіл з деталлю подається вгору до нього, тому в багатьох Дриля для тонких робіт стіл постачають окремим механізмом подачі. За інерцією мислення його часто роблять також зубчато-рейковим, см. Напр. далі. Але, з огляду на, що маса столу в даному випадку багато більше такої деталі, стіл з важеля подачею виявляється нітрохи не гірше, зате повністю доступним для виготовлення в домашніх умовах. Його пристрій показано на рис .:
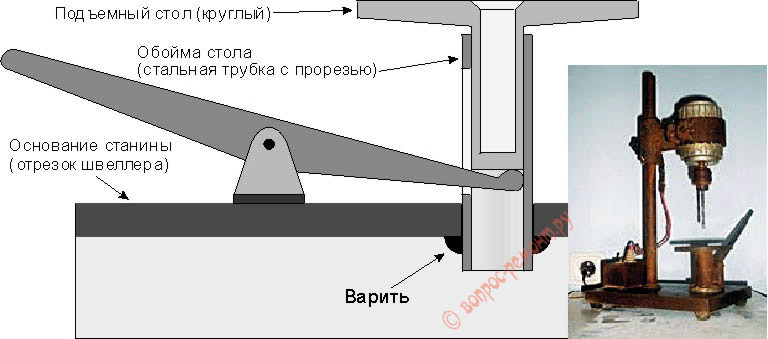
Пристрій столу з важеля подачею для дриля
Нюанс один: щоб обойму не повівся при складанні, її щільно вставляють в наскрізний отвір підстави і приварюють знизу (з іспод). Варити треба електродом ОМА-2 або тонше постійним струмом 55-60 А короткими діаметрально протилежними прихватами ( «стусанами»). Розміри стола для друкованих плат і ювелірних робіт 60-150 мм в діаметрі; товщина 6-12 мм. Діаметр хвостовика столу 12-20 мм; довжина на величину ходу подачі + (20-30) мм. Трубку під хвостовик (товщина стінок від 1,5 мм) бажано проточити або засвердлити і пройти рядків, щоб хвостовик ходить в ній плавно без помітного люфту. Коротке плече важеля роблять довжиною прим. дорівнює діаметру столу; довге - яке хочете.
консоль
Подивимося ще раз на рис. з фабричними станинами. Конструкції їх консолей з каретками-напіврамками схожі; вони цілком раціональні, але розраховані на автоматизоване і роботізованних виробництво: точне лиття і потім чистова обробка за місцем на агрегаті з ЧПУ і лазерним виміром.
Схема аналога консолі з напіврамки аматорської розробки дана зліва на рис .:
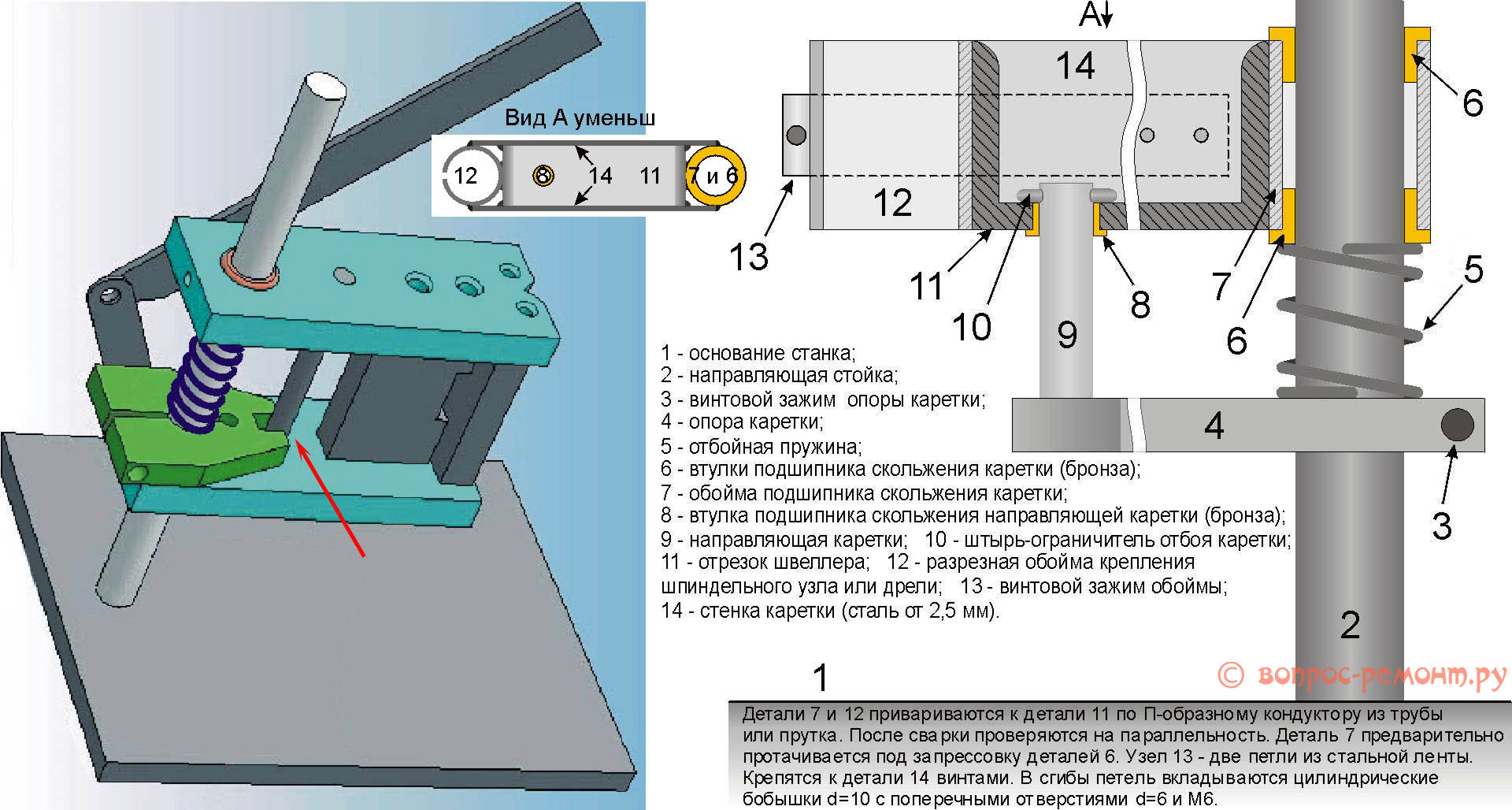
Конструкція консолі саморобного дриля
Перше, що звертає на себе увагу - потрібно вирізати 5 деталей з товстого сталевого листа, сторцованного (обробленого торцевої фрезою) на рівність і паралельність сторін. Друге, торцеві зрізи вставок, залитих темно-сірим, також повинні бути рівними, чистими, паралельними. Тобто і тут без фрезерного верстата не обійтися. Нарешті, поза виробничих умов виконати ковзне сполучення повзуна і спрямовуючої каретки (показано стрілкою) з люфтом менше 0,1 мм нереально. Парканом співвідношення плечей важеля - поперечне биття свердла виходить більше 0,5 мм.
Конструкція консолі дриля, мало технологічного в масовому виробництві, але пристосована для виготовлення кустарними способами, показана праворуч на рис. (Механізм подачі і привід з кронштейном умовно не показані). Більш, того, в ній биття свердла на неоднорідностях матеріалу викликає перекіс каретки на колоні і спрямовуючої в протилежні сторони, і бічний догляд інструменту не перевищує величини люфту у вкладишах ковзання. З товстої пластини вирізається всього одна деталь - повзун 4. Точна його обробка потрібно тільки в області затиску колони і установки напрямної, а 3 бронзових втулки-вкладиша точно піджене за місцем будь-токар середньої кваліфікації, якщо дати йому колону і спрямовуючу каретки (вони можуть бути виточені зі звичайною точністю).
Щоб весь складальний вузол про зварювання не повівся, варити потрібно як попер. випадку: електрод ОМА-2 або тонше, постійний струм до 60 А. Шви проварюють також по черзі прихватами: «стусан» на одному, такий же на такому ж далекому, розташованому симетрично. Потім прихват ближнього до першого шва, такий же на діаметрально протилежному йому, і т.д., і т.п., поки не будуть проварені все шви.
Примітка: точність верстата з описаної консоллю буде вище, якщо її збирати нема на зварюванні, а на гвинтах з проклеюванням високоміцним клеєм по металу (холодне зварювання). Спочатку все збирають без клею, вивіряють обойми на паралельність і затягують кріплення. Потім гвинти по черзі вивертають, капають в з гнізда клей і туго загортають назад. Муторно справу, але отримати таким чином саморобну Дриля з биттям свердла менше 0,02 мм реально. Якщо, звичайно, шпиндель і патрон отцентровани не гірше.
Помилки в конструкції
Всі зусилля по виготовленню дриля своїми руками зійдуть нанівець, якщо при його конструюванні були допущені принципові помилки. Найпоширеніші з них показані на рис .:
Типові помилки при виготовленні дриля
Поз. 1 - це консоль або як? Штатної навантаження від упору інструменту ця рамочка довго не витримає. Про точність і говорити не доводиться. Поз. 2, на додаток: робити колону дриля трубчастої не можна. згинальні навантаження труба тримає, але проти крутильних безсила, а вібрації тільки підсилює.
Поз. 3 - зробити Дриля з старого фотоувеличителя спокуса велика, тим більше що виконана вона хоч з початкової, але оптичної точністю. Але! Тримач штанги збільшувача не розрахований на упор від інструменту. В результаті під час свердління оргалита догляд свердла на подачі в 20 мм досягає 1,5 мм (!). А кронштейн силуміновий: цей матеріал не поглинає вібрації, швидко втомлюється, і кронштейн ламається менш ніж на 200-му отворі навіть під час свердління друкованих плат.
Поз. 4 - здвоювання колони в поперечному напрямку нічого не дає. Стійкість верстата до навантажень буде нітрохи не вище, ніж на одинарному штирі того ж діаметру. Поз. 5, на додаток: несиметрична щодо осі колони відбійна пружина не гасить вібрації і крутильні навантаження, а підсилює їх. Раз вже так, потрібно було ставити 2 однакових пружини на обидві стійки. А краще б зробити колону, як показано тут:
Відео: свердлильний верстат з дрилі своїми руками
Поз. 6 - установка приводу і шпинделя по одну сторону колони, та ще й несиметрична, не повинні зменшувати, а підсилює вібрації, тому що на колону вони передаються в фазі, див. вище. Поз. 7 - де відбійник? Так його тут і бути не може, раз привід подачі гвинтовий. Гвинтом можна точно виставляти повзун (якого тут взагалі немає), що на домашньому верстаті в общем-то і не потрібно, але ні в якому разі не подавати каретку! Це споруда трохи що буде кидатися уламками свердел і стружкою, а очі оператора в безпосередній близькості до небезпечної зони.
Розбір конструкцій
Зразки вдалих технічних рішень, а також не настільки істотні конструктивні недоліки розглянемо на прикладах кількох саморобних свердлильних верстатів.
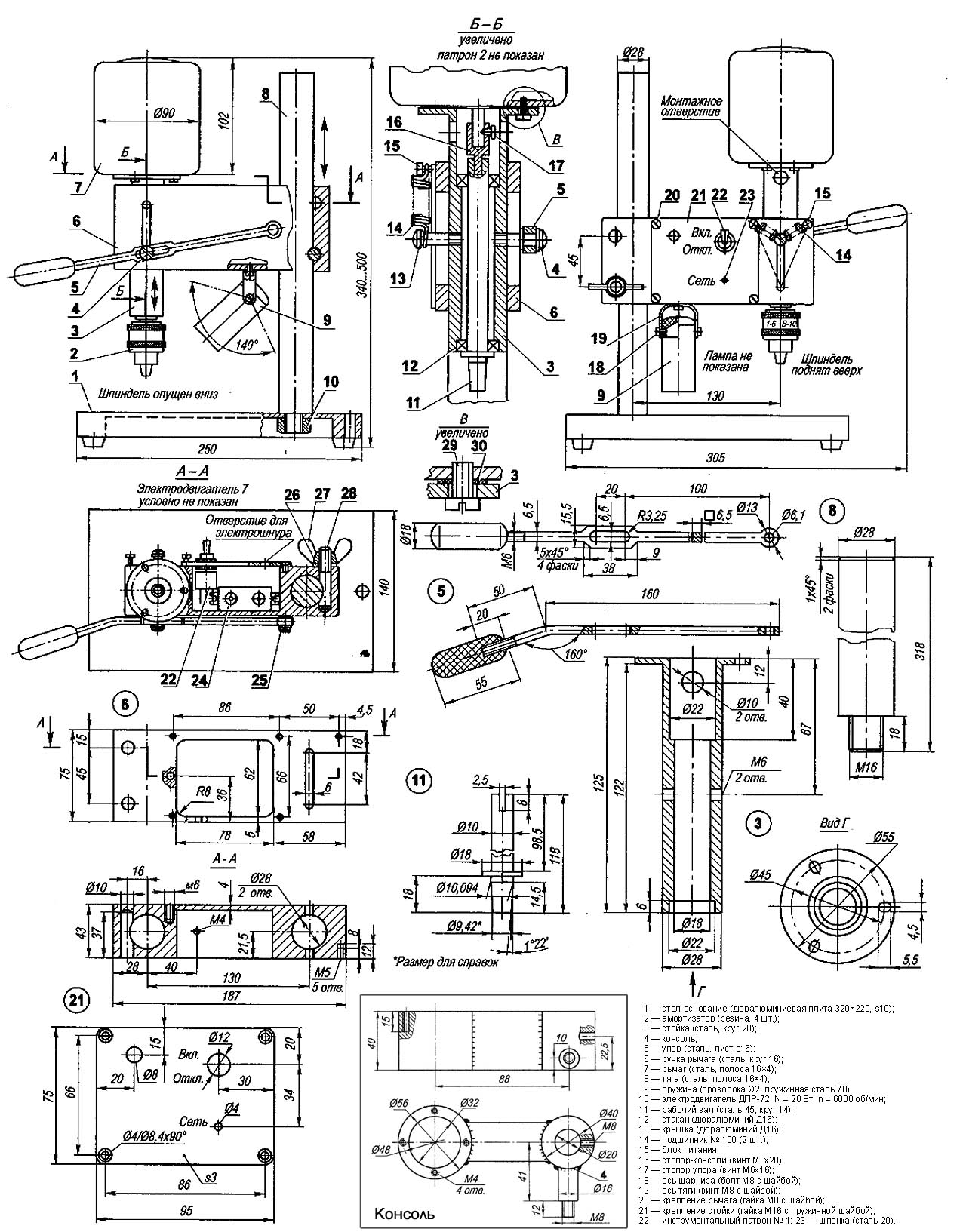
Креслення простого міні дриля
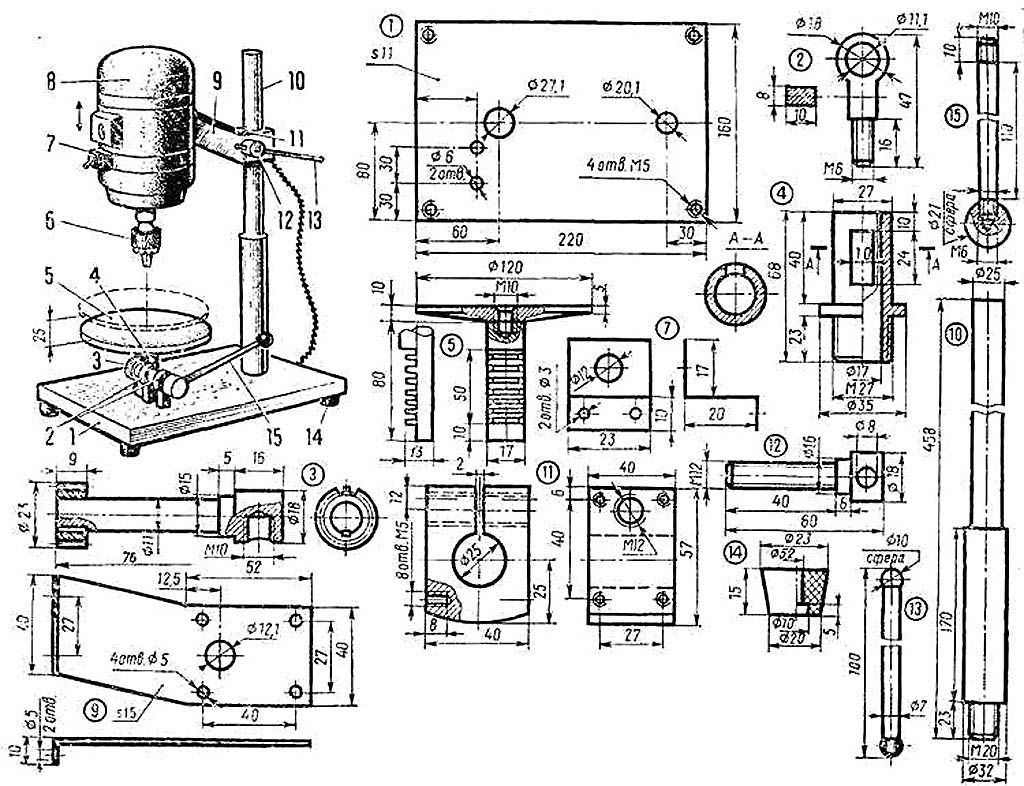
Для радіоаматора, моделіста, умільця-мініатюриста і / або ювеліра інтерес може представляти простий міні - свердлильний верстат з безпосереднім приводом (креслення дані на рис. Праворуч). Особливість конструкції - мотор приводу жорстко кріпиться до повзуна, а подача тільки знизу столом. Демпфером вібрацій і поглиначем крутильних навантажень служить сам масивний електродвигун, точь-в-точь як антисейсмічний вантаж на висотних будівлях. Завдяки цьому всі деталі, крім конуса Морзе з перехідником на вал мотора можна виконувати звичайної точності: точність свердління визначається биттям вала двигуна + биття конуса з перехідником + биття самого свердла. Стіл з зубчато-рейкова механізмом подачі без проблем змінюється на важільний. Двигун краще використовувати колекторний постійного струму: у асинхронних двигунів з конденсаторним пуском через нерівномірність магнітного поля і ковзання ротора в ньому обертання валу менш рівномірно. Крім того, швидкість обертання колекторного двигуна добре регулюється хоч би простим реостатом, а для регулювання швидкості асинхронного двигуна потрібно міняти частоту струму живлення. Те ж - для синхронного з магнітним ротором. Максимальна частота обертання валу двигуна - 800-1500 об / хв. Потужність на валу для свердління отворів до 3 мм - 20-30 Вт; для отворів до 6 мм - 60-80 Вт.
Примітка: для фрезерування даний верстат непридатний, тому що підшипники вала двигуна не розраховані на бічні навантаження і верстат в такому режимі швидко втратить точність.
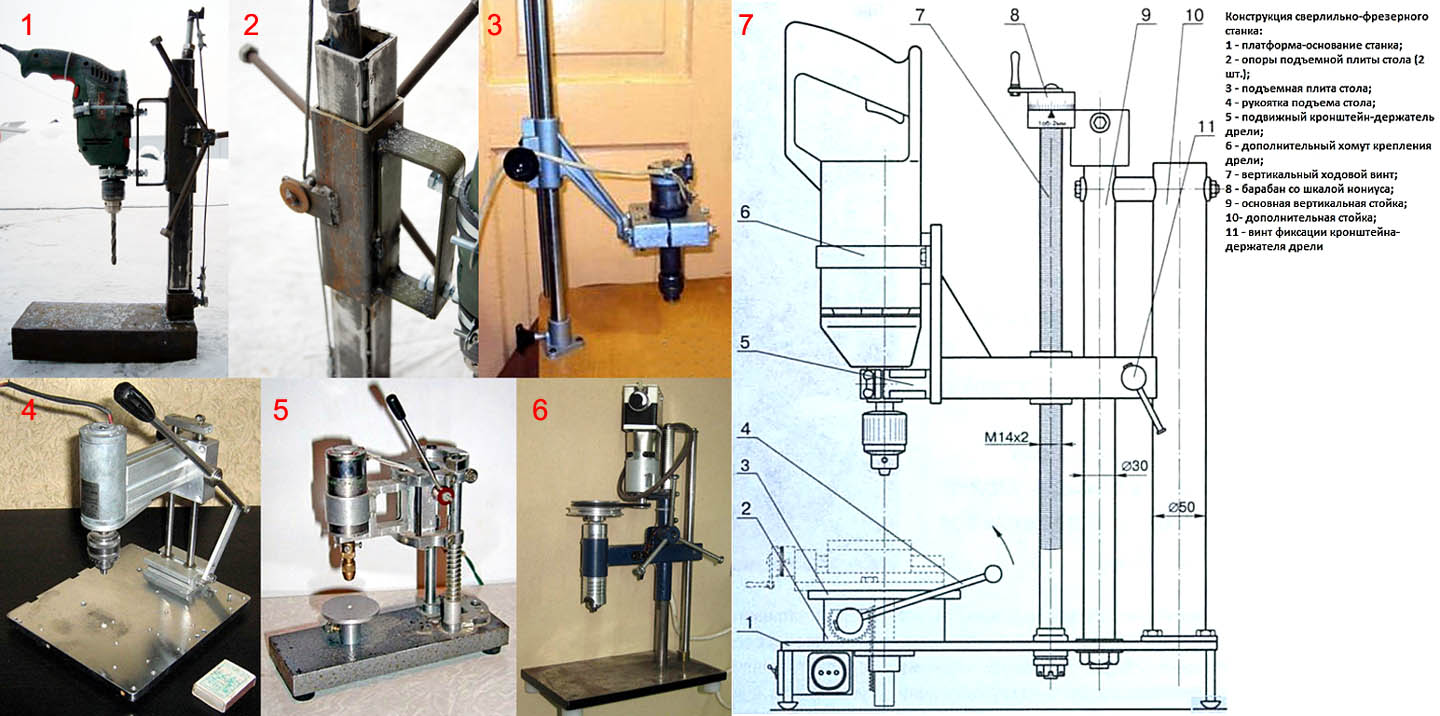
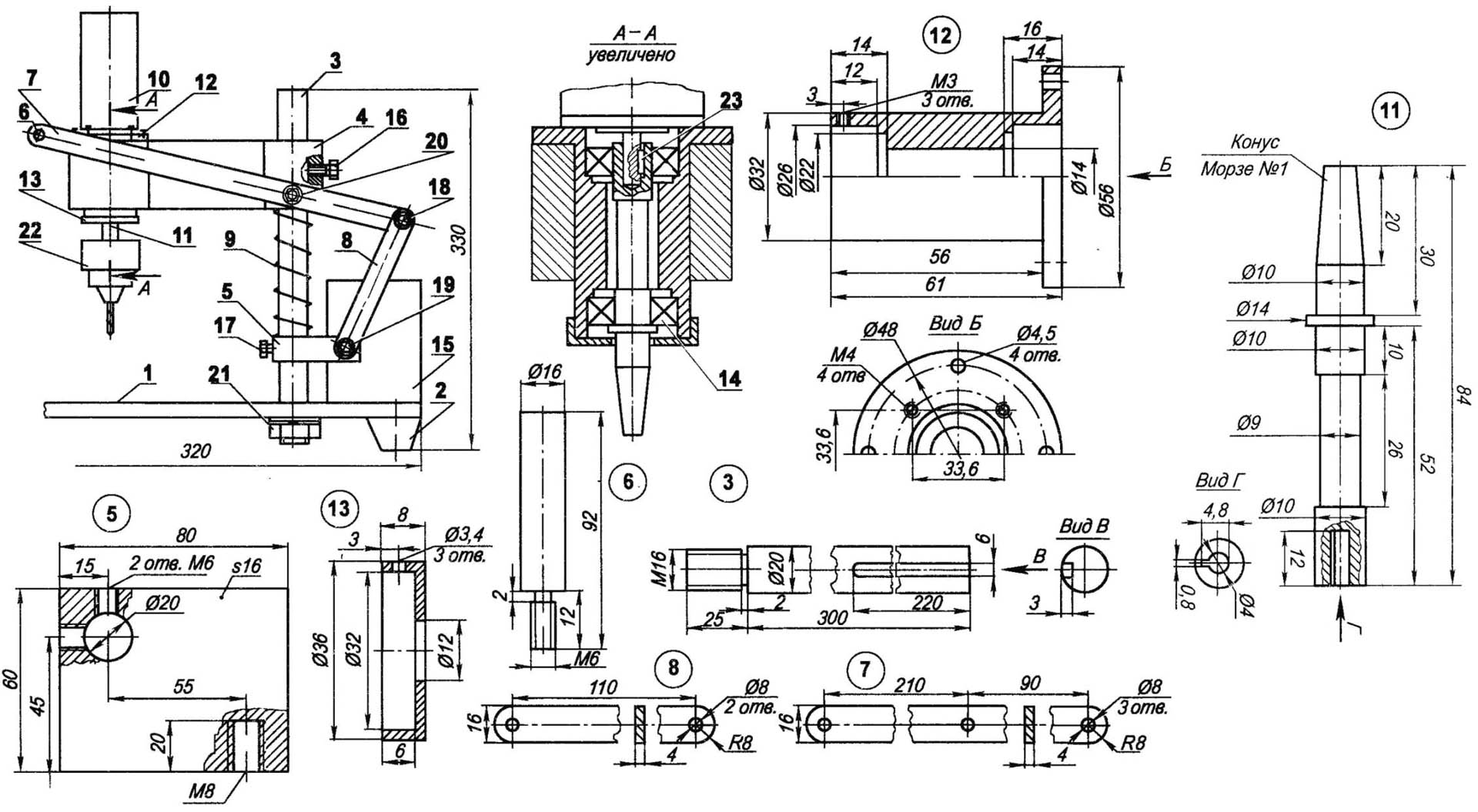
Тут на рис. дані креслення вже повнофункціонального сверлильного міні-верстата того ж призначення також з безпосереднім приводом:
Креслення повнофункціонального сверлильного міні-верстата
Він забезпечений окремим шпинделем, що дозволяє, по-перше, заправляти в патрон №1а свердло максимального діаметра 6 мм; для 8-10 мм свердел движок слабенький. По-друге, проводити фрезерування зуболікарському борами. Мабуть, автор конструкції часто застосовує саме цю операцію, виходячи з чого і обрана швидкість обертання мотора. Без її зменшення свердлити на цьому верстаті потрібно твердосплавними свердлами, а для використання звичайних доповнити конструкцію регулятором оборотів; в такому випадку мотор потрібен не менше ніж на 60 Вт. Кидається в очі недолік даного верстата - простий механізм важеля привід подачі - легко усунемо: важіль подачі замінюється на колінчастий без доопрацювання інших деталей. Для підвищення точності обробки бажано також поставити другу відбійні пружину (поз. 14 на рис. І 9 в специфікації; там і ще наплутано) симетрично першій, на іншому кінці повідця шпинделя. Більш серйозний недолік конструкції - відбійні пружини не беруть участі в гасінні вібрацій і крутильних коливань. На швидкостях обертання понад 5000 об / хв їх вплив на точність практично не позначається, але вже при 1500 об / хв биття свердла на робочому ходу зростає прим. вдвічі.
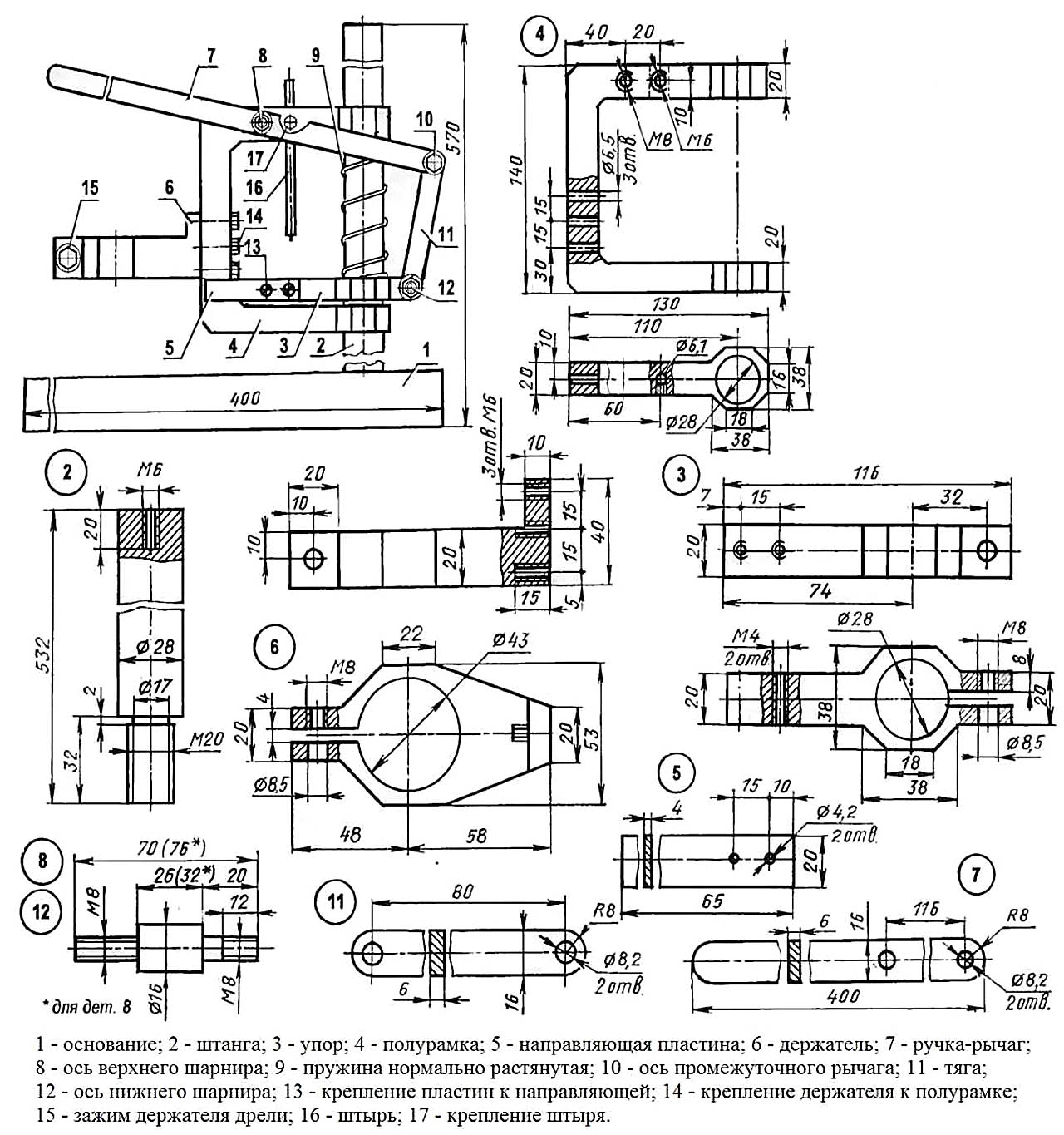
Креслення сверлильного міні-верстата, задуманого як повноцінний конструктивно, але з прикрими помилками, дані на рис; конструкція каретки аналогічна консолі в перед. конструкції.
Креслення сверлильного міні-верстата з пересувною по висоті консоллю
Завдяки встановленню сильної відбійною пружини в належне місце тут виявилося можливим жорстко закріпити шпиндель в каретці, що на перший погляд зменшило кількість деталей, що потребують підвищеної точності виготовлення. Але тільки при подачі знизу столом, та й то, фіксація повзуна 5 і каретки 4 парами гвинтів 17 і 16 соотв. ненадійна і псує колону; краще було б застосувати гвинтові затиски. А при подачі звільненій каретки важелем тільки його зчленування запобігають проворот каретки. Люфт будь-якого з шарнірів важеля в 0,02 мм, з урахуванням його співвідношення з довжиною плечей коліна, дасть бічній догляд свердла на 2 мм і більше, парирувати який можливо тільки рукою. В даному верстаті найдоречніше була б консоль з додатковою направляє каретки, описана вище; в такому випадку цілком можливо було б домогтися биття інструмента внаслідок люфтів в з'єднаннях деталей самого верстата не більше ніж 0,02-0,03 мм.
На цьому рис. - креслення станини для дриля з дрилі з полурамочной кареткою, «майже як сьогодення».
Креслення станини дриля з дрилі
У ньому все добре, а дещо навіть краще, ніж «фірма»: пластини 5, що запобігають бічний зсув каретки, відмінно «ловлять» і пригнічують вібрації інструменту в самому їх зародку. Питання виникає всього один: а як все це зробити, якщо в гаражі (сараї) не дрімає в очікуванні хазяйської руки верстатний парк, гідний невеликого машинобудівного заводу? Простіше зробити свердлильний верстат з дрилі як показано у відео:
Відео: саморобна стійка-верстат для дрилі
Мимоволі пригадується старий радянський анекдот:
"Удостоєний Дорогий Товариш Леонід Ілліч своїм відвідуванням якесь промислове підприємство. Йдуть по цеху, раптом генсек помахом руки зупиняє свиту, підходить один до робочого у верстата:
- Товариш токар ...
- Так Петрович я ...
- Добре. Товариш токар Петрович, скажи мені відверто - ти горілку п'єш?
- А то як же! Вживаємо!
- А якщо пляшка коштуватиме 10 рублів, пити все одно будеш?
- Буду.
- А 25?
- Буду.
- А 50?
- Буду.
- А 100?
- Все одно буду.
- Петрович, ..., та де ж мені вам стільки грошей на зарплату взяти ?!
- Ги ... при чому тут бабло ... ось ця фітюлька (показує) як поллитру коштувала, так і коштувати буде. "
Кому в радість, кому на жаль, але тих Петровичей, генсеків і виробничих відносин більше немає. І не буде - зовсім неефективні виявилися.
Про рульових Дриля

Частини дриля з дрилі і рульової рейки
Досить популярний запит по даній темі також «свердлильний верстат з рульової рейки легкового автомобіля». Начебто вже готовий перетворювач обертального руху в лінійне, та ще й з геоідной передавальної характеристикою: щоб трохи «клюнути» свердлом, «ловити мікрони» рукою не треба. Потрібно тільки пристосувати до рейки штурвал, зробити тримач дрилі (див. Рис. Справа), і готово, див. Відео:
Відео: свердлильний верстат з рульової рейки
Дриля вийшла громіздкою і важкою безглуздо можливостям інструменту? Ну, своя ноша кишеню не тягне. Гірше інше: на випробуваннях виявляється, що бічне відведення свердла на робочому ходу досягає 1 мм і більше. Така точність і «для себе як вийде» нікуди не годиться, хоча для повороту коліс машини більш ніж влаштовує. Загалом, перефразовуючи І. А. Крилова (був ще академік А. Н. Крилов - кораблебудівник, механік і математик світового рівня), шити чоботи з пирогів і пекти пироги з чобіт толку не буде.
 (1 оцінок, середнє: 5,00 з 5)
(1 оцінок, середнє: 5,00 з 5) 

Натискаючи кнопку «Додати коментар», я погоджуюся з призначеним для користувача угодою і політикою конфіденційності сайту.