





Сварка своїми руками в даному випадку значить не технологія виробництва зварювальних робіт, а саморобний обладнання для електрозварювання. Робочі навички здобуваються виробничою практикою. Безумовно, перш ніж йти в майстерню, потрібно засвоїти теоретичний курс. Але втілювати його в практику можна тільки, маючи на чому працювати. Це перший аргумент на користь того, щоб, самостійно освоюючи зварювальне справу, подбати спочатку про наявність відповідного обладнання.
Другий - покупної зварювальний апарат коштує дорого. Оренда теж недешева, тому що ймовірність виходу його з ладу при некваліфікованому користуванні велика. Нарешті, в глибинці дістатися до найближчого пункту, де можна взяти сварочник напрокат, може бути просто довго і важко. Загалом, перші кроки в зварюванні металів краще починати з виготовлення зварювальної установки своїми руками. А потім - хай собі стоїть в сараї або гаражі до випадку. Витратитися на фірмову зварювання, буде справа піде, ніколи не пізно.
Про що будемо
У цій статті розглядається, як в домашніх умовах зробити обладнання для:
- Зварки змінним струмом промислової частоти 50/60 Гц і постійним струмом до 200 А. Цього вистачить, щоб варити металоконструкції приблизно до паркану з профнастилу на каркасі з профтруби або зварного гаража.
- Мікродуговим зварювання скруток проводів - дуже просто, і корисно при прокладанні або ремонті електропроводки.
- Точкової імпульсної контактного зварювання - може добре стати в нагоді при складанні виробів з тонкого сталевого листа.
Про що не будемо
Перше, припустимо газове зварювання. Устаткування для неї стоїть копійки порівняно з витратними матеріалами, балони з газом вдома не зробиш, а саморобний газогенератор - серйозний ризик для життя, плюс карбід зараз, де він ще надходить у продаж, доріг.
Друге - інверторну електродугове зварювання. Дійсно, зварювальний інвертор-напівавтомат дозволяє початківцю дилетанту варити досить відповідальні конструкції. Він легкий і компактний, носити його можна рукою. Але покупка в роздріб компонентів інвертора, що дозволяє стабільно вести якісний шов, обійдеться дорожче готового апарату. А зі спрощеними саморобками досвідчений зварник працювати спробує, і відмовиться - «Дайте нормальний апарат!» Плюс, точніше мінус - щоб зробити більш-менш пристойний зварювальний інвертор, потрібно мати досить солідним досвідом і знаннями в електротехніці і електроніці.
Третє - аргонно-дугове зварювання. З чиєї легкої руки пішло гуляти в рунеті твердження, що вона гібрид газової і дугового, невідомо. Насправді це різновид дугового зварювання: інертний газ аргон в зварювальному процесі не бере участь, але створює навколо робочої зони кокон, ізолюючий її від повітря. В результаті зварювальний шов виходить хімічні чистим, вільним від домішок сполук металів з киснем і азотом. Тому варити під аргоном можна кольорові метали, в т.ч. різнорідні. Крім того, можливо зменшити струм зварювання і температуру дуги без шкоди для її стабільності і варити не плавиться електродом.
Устаткування для аргонно-дугового зварювання цілком можливо виготовити в домашніх умовах, але - газ дуже дорогий. Варити ж в порядку рутинної господарської діяльності алюміній, нержавійку або бронзу навряд чи знадобиться. А якщо вже треба, то простіше взяти аргон зварювання в оренду - в порівнянні з тим, на скільки (в грошах) газу піде назад в атмосферу, це копійки.
трансформатор
Основа всіх «наших» видів зварювання - зварювальний трансформатор. Порядок його розрахунку та конструктивні особливості істотно відрізняються від таких трансформаторів електроживлення (силових) і сигнальних (звукових). Зварювальний трансформатор працює в переривчастому режимі. Якщо конструювати його на максимальний струм як трансформатори безперервної дії, він вийде непомірно великим, важким і дорогим. Незнання особливостей електричних трансформаторів для дугового зварювання - основна причина невдач конструкторів-любителів. Тому прогуляємося по зварювальним трансформаторів в наступному порядку:
- трохи теорії - на пальцях, без формул і зауми;
- особливості магнитопроводов зварювальних трансформаторів з рекомендаціями щодо вибору з випадково підвернувся;
- випробування наявного в наявності б / у;
- розрахунок трансформатора для зварювального апарату;
- підготовка компонент і намотування обмоток;
- пробне складання і доведення;
- введення в експлуатацію.
теорія
Електричний трансформатор можна уподібнити накопичувального резервуару водопостачання. Це досить глибока аналогія: трансформатор діє за рахунок запасу енергії магнітного поля в його магнітопроводі (осерді), який може багаторазово перевищувати миттєво передається від мережі електроживлення споживачеві. А формальне опис втрат на вихрові струми в стали схоже на нього ж для водовтрати на інфільрацію. Втрати електроенергії в міді обмоток формально схожі з втратами напору в трубах за рахунок в'язкого тертя в рідині.
Примітка: відмінність - у втратах на випаровування і, соотв., Розсіювання магнітного поля. Останні в трансформаторі частково оборотні, але згладжують піки енергоспоживання у вторинному ланцюзі.
Зовнішні характеристики електричних трансформаторів
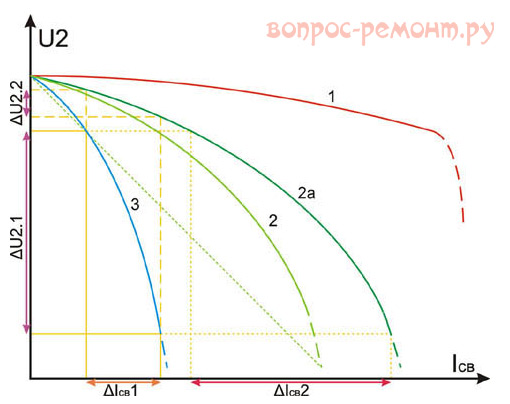
Важливий в нашому випадку фактор - зовнішня вольт-амперна характеристика (ВВАХ) трансформатора, або просто його зовнішня характеристика (ВХ) - залежність напруги на вторинній обмотці (вторинці) від струму навантаження, при постійній напрузі на первинній обмотці (первинці). У силових трансформаторів ВХ жорстка (крива 1 на рис.); вони подібні до мілководній великому басейну. Якщо його як слід ізолювати і накрити дахом, то водовтрати мінімальні і натиск досить стабільний, як би там споживачі крани не крутили. Але якщо в стоці булькнуло - суші весла, вода злита. Стосовно до трансформаторів - силовик повинен якомога стабільніше тримати вихідна напруга до деякого порога, меншого, ніж максимальна миттєва потужність споживання, бути економічним, невеликим і легким. Для цього:
- Марку стали для сердечника вибирають з більш прямокутною петлею гістерезису.
- Конструктивними заходами (конфігурацією сердечника, способом розрахунку, конфігурацією і розташуванням обмоток) всіляко зменшують втрати на розсіювання, втрати в сталі і міді.
- Індукцію магнітного поля в осерді беруть менше максимально допустимої для передачі форми струму, тому що її спотворення знижує ККД.
Примітка: трансформаторну сталь з «незграбним» гистерезисом часто називають магнітожорстких. Це не вірно. Магнитожорсткі матеріали зберігають сильну залишкову намагніченість, з них роблять постійні магніти. А будь-який трансформаторне залізо - магнітомягкого.
Варити від трансформатора з жорсткою ВХ можна: шов йде рваний, перепалений, метал розбризкується. Дуга нееластична: трохи не так рушив електродом, гасне. Тому зварювальний трансформатор роблять схожим вже на звичайний водонапірні бак. Його ВХ м'яка (нормального розсіювання, крива 2): при зростанні струму навантаження вторинна напруга плавно падає. Крива нормального розсіювання апроксимується прямою, що падає під кутом 45 градусів. Це дозволяє за рахунок зниження ККД короткочасно знімати з того ж заліза в кілька разів більшу потужність, або соотв. зменшити массогабаріти і вартість трансформатора. Індукція в осерді при цьому може досягати величини насичення, а короткочасно навіть перевершувати її: трансформатор не піде у КЗ з нульовою передачею потужності, як «силовик», але стане нагріватися. Досить довго: теплова постійна часу зварювальних трансформаторів 20-40 хв. Якщо потім дати йому охолонути і неприпустимого перегріву не було, можна продовжувати роботу. Відносне падіння вторинного напруги ΔU2 (йому соотв. Розмах стрілок на рис.) Нормального розсіювання плавно зростає при збільшенні розмаху коливань зварювального струму I св, що дозволяє легко тримати дугу при будь-яких видах робіт. Забезпечуються такі властивості наступним:
- Сталь муздрамтеатру беруть з гістерезисом, більш «овальним».
- Нормують оборотні втрати на розсіювання. За аналогією: впав тиск - споживачі багато і швидко не виллють. А оператор водоканалу встигне включити підкачування.
- Індукцію вибирають близькою до граничної по перегріву, це дозволяє за рахунок зниження cosφ (параметра, рівнозначного ККД) при струмі, істотно відмінному від синусоїдального, взяти з тієї ж стали велику потужність.
Примітка: оборотні втрати розсіювання значить, що частина силових ліній пронизує вторинку через повітря минаючи муздрамтеатр. Назва не зовсім вдале, також як і «корисне розсіяння», тому що «Оборотні» втрати для ККД трансформатора нітрохи не корисніше необоротних, але вони пом'якшують ВХ.
Як бачимо, умови абсолютно різні. Так що, ж неодмінно шукати залізо від сварочніка? Необов'язково, для струмів до 200 А і пікової потужності до 7 кВА, а на господарстві цього вистачить. Ми розрахунково-конструктивним заходами, а також за допомогою нескладних додаткових пристроїв (див. Далі) отримаємо на будь-якому залозі ВХ, кілька більш жорстку, ніж нормальна, крива 2а. ККД енергоспоживання зварювання при цьому навряд чи перевищить 60%, але для епізодичних робіт для себе це не страшно. Зате на тонких роботах і малих токах тримати дугу і струм зварювання буде нескладно, не маючи великого досвіду (ΔU2.2 і Iсв1), на великих токах Iсв2 отримаємо прийнятну якість шва, і можна буде різати метал до 3-4 мм.
Бувають ще зварювальні трансформатори з крутопадаючих ВХ, крива 3. Це вже швидше насос підкачки: або потік на виході в номіналі незалежно від висоти подачі, або його зовсім немає. Вони ще більш компактні і легкі, але, щоб на крутопадающей ВХ витримати режим зварювання, потрібно за час порядку 1 мс реагувати на коливання ΔU2.1 порядку вольта. Електроніці це під силу, тому трансформатори з «крутий» ВХ нерідко застосовуються в зварювальних напівавтоматах. Якщо ж від такого трансформатора варити вручну, то шов піде млявий, недоварений, дуга знову ж нееластична, а при спробах запалити її знову електрод раз у раз залипає.
Лінії по переробці
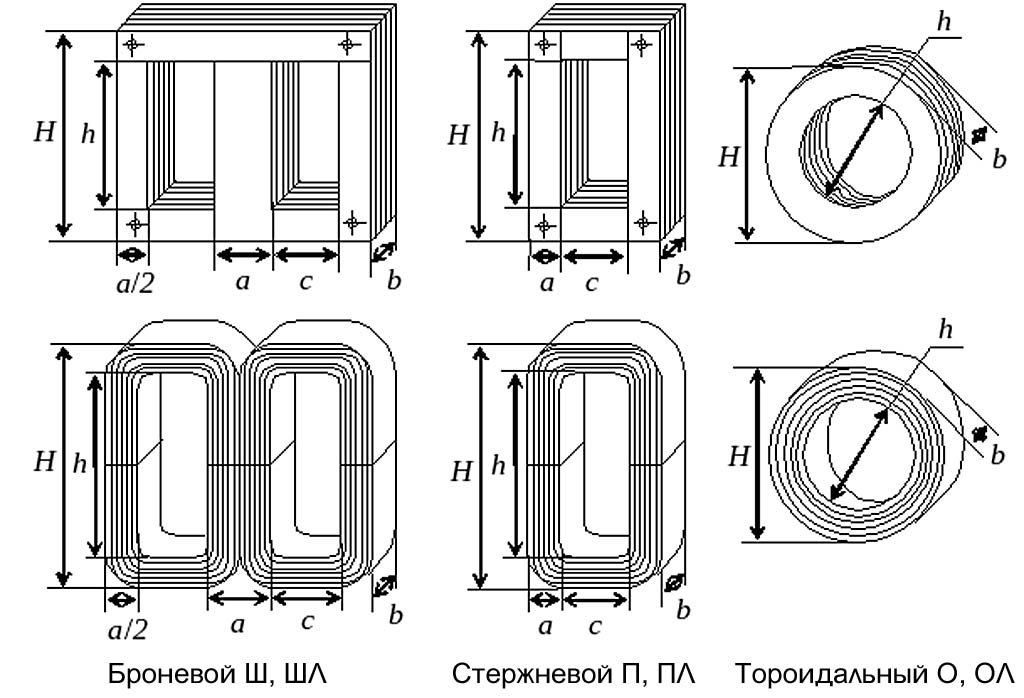
Типи магнітопроводів, придатних для виготовлення зварювальних трансформаторів, показані на рис. Найменування їх починаються з буквосполучення соотв. типорозміру. Л означає стрічковий. Для зварювального трансформатора Л або без Л - суттєвої різниці немає. Якщо в префікс є М (ШЛМ, ПЛМ, ШМ, ПМ) - в ігнор без обговорення. Це залізо зменшеною висоти, для сварочніка непридатне при всіх інших видатних достоїнствах.
Лінії по переробці трансформаторів
Після букв тіпономінала слідують цифри, що позначають a, b і h на рис. Напр., У Ш20х40х90 розміри поперечного перерізу керна (центрального стрижня) 20х40 мм (a * b), а висота вікна h - 90 мм. Площа перетину сердечника Sс = a * b; площа вікна Sок = c * h потрібна для точного розрахунку трансформаторів. Ми нею користуватися не будемо: для точного розрахунку потрібно знати залежності втрат в сталі і міді від величини індукції в осерді даного типорозміру, а для них - марку сталі. Де ми її візьмемо, якщо мотати будемо на випадковому залозі? Ми порахуємо за спрощеною методикою (див. Далі), а потім доведемо в ході випробувань. Праці піде більше, але зате отримаємо зварювання, на якій можна реально працювати.
Примітка: якщо залізо іржаве з поверхні, то нічого, властивості трансформатора від цього не постраждають. А ось якщо на ньому є плями кольорів мінливості - це шлюб. Колись цей трансформатор дуже сильно перегрівся і магнітні властивості його заліза необоротно зіпсувалися.
Ще один важливий параметр муздрамтеатру - його маса, вага. Оскільки питома щільність стали незмінна, він визначає обсяг сердечника, і, соотв., Потужність, яку з неї можна взяти. Для виготовлення зварювальних трансформаторів придатні магнітопроводи масою:
- О, ОЛ - від 10 кг.
- П, ПЛ - від 12 кг.
- Ш, ШЛ - від 16 кг.
Чому Ш і ШЛ потрібні важче, зрозуміло: у них є «зайвий» бічній стрижень з «плічками». ОЛ може бути легше, тому що в ньому немає кутів, на які потрібен надлишок заліза, а вигини силових магнітних ліній плавніше і з деяких інших причин, про які - вже в слід. розділі.
О, ОЛ
Собівартість трансформаторів на торах висока внаслідок складності їх намотування. Тому використання тороїдальних сердечників обмежена. Відповідний для зварювання тор можна, по-перше, отримати з ЛАТРа - лабораторного автотрансформатора. Лабораторний, значить не повинен боятися перевантажень, і залізо Латров забезпечує ВХ, близьку до нормальної. Але ...
ЛАТР - штука дуже корисна, перше. Якщо сердечник ще живий, краще ЛАТР відновити. Раптом не потрібен, можна продати, і вирученого вистачить на придатну для своїх потреб зварювання. Тому «голі» сердечники Латров знайти складно.
Друге - ЛАТР потужністю до 500 ВА для зварювання слабкі. Від заліза ЛАТР-500 можна домогтися зварювання електродом 2,5 в режимі: 5 хв варимо - 20 хв він остигає, а ми розпалюються. Як в сатирі Аркадія Райкіна: розчин бар, цегла йок. Цегла бар, розчин йок. ЛАТР ж 750 і 1000 - велика рідкість і придатні.
Ще відповідний по всіх властивостях тор - статор електромотора; зварювання з нього вийде хоч на виставку. Але знайти його не легше, ніж залізо ЛАТРа, а мотати на нього багато складніше. Взагалі, зварювальний трансформатор з статора електродвигуна - окрема тема, стільки там складнощів і нюансів. Перш за все - з навивкой товстого дроту на «бублик». Не маючи досвіду намотування тороїдальних трансформаторів, ймовірність зіпсувати дорогий провід, а зварювання не одержати, близька до 100%. Тому, на жаль, зі з варильних апаратом на троідальн6ом трансформаторі доведеться почекати.
Ш, ШЛ
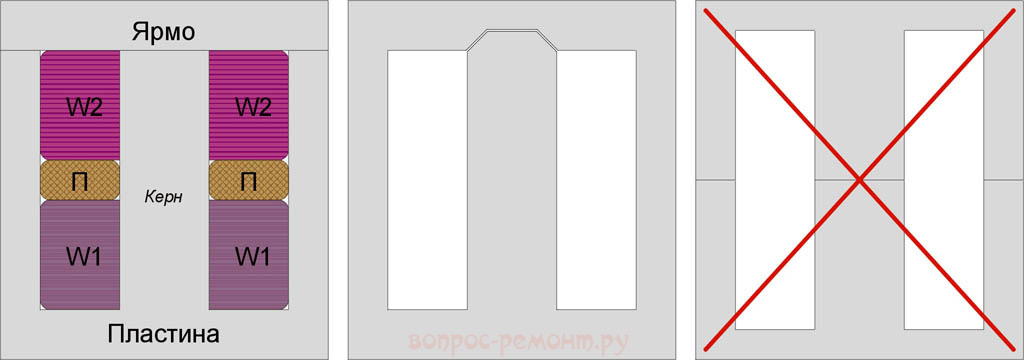
Броньові сердечники конструктивно розраховані на мінімальне розсіювання, і нормувати його практично неможливо. Сварка на звичайному Ш або ШЛ вийде занадто жорсткою. Крім того, умови охолодження обмоток на Ш і ШЛ найгірші. Єдино придатні для зварювального трансформатора броньові сердечники - збільшеної висоти з рознесеними галетних обмотками (див. Далі), ліворуч на рис. Поділяються обмотки діелектричними немагнітними термостойкими і механічно міцними прокладками (див. Далі) товщиною в 1 / 6-1 / 8 висоти керна.
Пластини броньових магнітопроводів і галетні обмотки
Шихти (збирається з пластин) сердечник Ш для зварювання обов'язково вперекришку, тобто пари ярмо-пластина по черзі орієнтуються туди-назад щодо один одного. Спосіб нормування розсіювання немагнітним зазором для зварювального трансформатора непридатний, тому що втрати дає незворотні.
Якщо трапиться шихтованний Ш без ярем, але з просіченням пластин між керном і перемичкою (в центрі), вам пощастило. Шихту пластини сигнальних трансформаторів, а сталь на них, для зменшення спотворень сигналу, йде дає нормальну ВХ спочатку. Але ймовірність такого везіння дуже мала: сигнальні трансформатори на кіловатні потужності - рідкісна дивина.
Примітка: не намагайтеся зібрати високий Ш або ШЛ з пари звичайних, як справа на рис. Суцільний прямий зазор, хоч і дуже тонкий - необоротне розсіювання і крутопадаючих ВХ. Тут втрати розсіювання майже аналогічні втрат води на випаровування.
Намотування обмоток трансформатора на стержневом осерді
ПЛ, ПЛМ
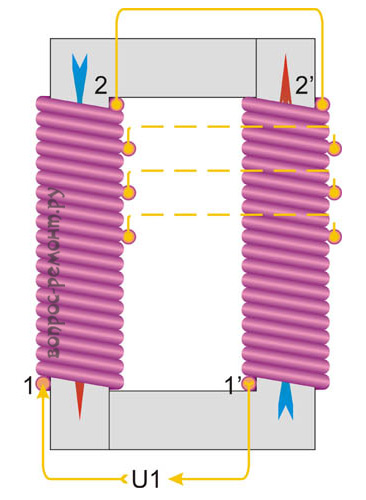
Найбільш придатні для зварювання сердечники стрижневі. З них - шіхтуемие парами однакових Г-образних пластин, див. Рис., Їх необоротне розсіювання найменше. Друге, обмотки П і плов мотаються точно однаковими половинками, по половині витків на кожну. Найменша магнітна або струмовий асиметрія - трансформатор гуде, гріється, а струму немає. Третє, що може здатися неочевидним НЕ забув шкільне правило гвинта - обмотки на стрижні навиваются в одному напрямку. Щось не так здається? Магнітний потік в осерді обов'язково повинен бути замкнутий? А ви крутите буравчики по току, а не по витків. Напрямки-то струмів в полуобмоткі протилежні, там і магнітні потоки показані. Можна і перевірити, якщо захист проводки надійна: подати мережу на 1 і 2 ', а замкнути 2 і 1'. Якщо автомат відразу не виб'є, то трансформатор завиє і затрясеться. Втім, хто там знає, що у вас з проводкою. Краще не треба.
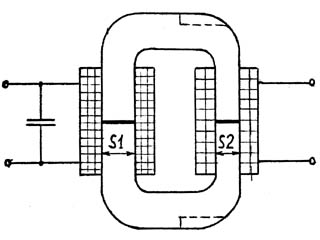
Примітка: можна ще зустріти рекомендації - мотати обмотки зварювального П або ПЛ на різних стрижнях. Мовляв, ВХ пом'якшується. Так-то воно так, але сердечник для цього потрібен спеціальний, зі стрижнями різного перетину (вторинка на меншому) і виїмками, що випускають силові лінії в повітря в потрібному напрямку, см. Рис. праворуч. Без цього - отримаємо крикливий, трясучий і ненажерливий, але не Варя трансформатор.
Якщо є трансформатор
Захисний автомат на 6,3 А і амперметр змінного струму допоможуть також визначити придатність старого сварочніка, що валявся бозна-де і чорт знає як. Амперметр потрібен або безконтактний індукційний (струмові кліщі), або стрілочний електромагнітний на 3 А. Мультиметр з межами змінного струму буде неприпустимо брехати, тому що форма струму в ланцюзі виявиться далека від синусоїдальної. Ще - рідинний побутової термометр з довгою шиєю, або, краще, цифровий мультиметр з можливістю вимірювання температури і щупом для цього. Покроково процедура випробувань та підготовки до подальшої експлуатації старого зварювального трансформатора проводиться так:
- Сушимо реанімованого в опалювальному приміщенні 1-2 тижні;
- За формулою Pг (ВА) = k1Sс (кв. См) для однофазного трансформатора визначаємо його габаритну потужність, де k1 = 67 для тора (О, ОЛ), k1 = 52 для П, ПЛ і k1 = 45 для Ш, ШЛ;
- Якщо сварочник 3-фазний, то при включенні в 1-фазну мережу отримане значення ділимо на 2;
- Знаходимо (приблизно) його струм холостого ходу при номінальній напрузі мережі IХХ (А) = 0,375P (кВА);
- Вимірюємо реальна напруга мережі і соотв. коригуємо IХХ, при меншому Uс він пропорційно зменшиться;
- Готуємо випробувальний кабель, включивши в один провід шнура з вилкою захисний автомат;
- Включаємо випробуваного без навантаження: гуде, вібрує, автомат вибиває - потрібно перебирати, переізоліровать дроти (див. Далі). Ні - продовжуємо;
- Вимірюємо IХХ, відхилення від визначеного вище значення повинно лежати в межах +/- 20%. У трансформатора на 3-5 кВА нормальний IХХ 1-2 А;
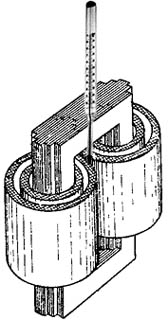
Вимірювання робочої температури зварювального трансформатора
Протягом 40 хв як мінімум періодично, а краще постійно, міряємо температуру в самій гарячій точці, див. Рис. праворуч. За 40 хв не стабілізувалася - див. П. 7, після двокрапки;
- Температура тримається - продовжуємо випробування не менше 3-4 теплових постійних часу, тобто 2-4 години;
- Після закінчення випробувального інтервалу засікаємо і записуємо температуру в приміщенні;
- Знову міряємо температуру трансформатора: якщо різниця із зовнішньою менше 25 градусів - придатний після відновного лікування, см. Слід пункт. Ні - див. П. 7, після двокрапки;
- Розбавляємо будь нітролак розчинником 646 або 647 вдвічі за обсягом. Краще б ацетоном, але його в широкому продажі вже немає. Спасибі наркоманам, їм ацетон потрібен, щоб робити свою гидоту мерзенну;
- Просочуємо рідким лаком весь трансформатор, включаючи муздрамтеатр. Так потрібно, щоб залити можливі тріщини в ізоляції проводів обмоток і відновити ізоляцію пластин;
- За повному висиханні первинної просочення (не менше 4-х діб) обливаємо трансформатор тим же лаком нерозбавленим, для відновлення механічної міцності;
- За висиханні фінальної просочення - боєздатний!
Розрахунок зварювального трансформатора
В рунеті можна знайти різні методики розрахунку зварювальних трансформаторів. При уявній різнобій більшість з них вірні, але при повному знанні властивостей стали і / або для конкретного ряду типономиналов магнитопроводов. Пропонована методика склалася в радянські часи, коли замість вибору був дефіцит усього. У розрахованого по ній трансформатора ВХ падає трохи крутовато, десь між кривими 2 і 3 на рис. на початку. Для різання так годиться, а для робіт тонший трансформатор доповнюється зовнішніми пристроями (див. Далі), розтягують ВХ по осі струму до кривої 2а.
Основа розрахунку звичайна: дуга стабільно горить під напругою Uд 18-24 В, а для її запалювання потрібно миттєвий струм в 4-5 разів більший номінального зварювального. Соотв., Мінімальна напруга холостого ходу Uхх вторинки буде 55 В, але для різання, раз з сердечника вичавлюється все можливе, беремо не стандартні 60 В, а 75 В. Більше ніяк: і по ТБ неприпустимо, і залізо не витягне. Ще одна особливість, з тих же причин - динамічні властивості трансформатора, тобто його здатність швидко переходити з режиму КЗ (скажімо, при замиканні краплями металу) в робочий, витримуються без додаткових заходів. Правда, такий трансформатор схильний до перегріву, але, раз він свій і на очах, а не дальньому кутку цеху або майданчика, будемо вважати це допустимим. Отже:
- За формулою з п.2 попер. списку знаходимо габаритну потужність;
- Знаходимо максимально можливий зварювальний струм I св = Pг / Uд. 200 А забезпечені, якщо з заліза можна зняти 3,6-4,8 кВт. Правда, в 1-му випадку дуга буде млявою, і варити можна буде тільки двійкою або 2,5;
- Розраховуємо робочий струм первинки при максимально допустимому для зварювання напрузі мережі I1рmax = 1,1Pг (ВА) / 235 В. Взагалі-то норма на мережу 185-245 В, але для саморобного сварочніка на межі це занадто. Беремо 195-235 В;
- По знайденому значенням визначаємо струм спрацьовування захисного автомата як 1,2I1рmax;
- Приймаємо щільність струму первинки J1 = 5 А / кв. мм і, користуючись I1рmax, знаходимо діаметр її проводу по міді d = (4S / 3,1415) ^ 0,5. Повний його діаметр при самостійному ізолювання D = 0,25 + d, а якщо провід готовий - табличний. Для роботи в режимі «цеглина бар, розчин йок» можна взяти J1 = 6-7 А / кв. мм, але тільки, якщо потрібного дроти немає і не передбачається;
- Знаходимо кількість витків на вольт первинки: w = k2 / Sс, де k2 = 50 для Ш і П, k2 = 40 для ПЛ, ШЛ і k2 = 35 для О, ОЛ;
- Знаходимо загальне к-ть її витоків W = 195k3w, де k3 = 1,03. k3 враховує втрати енергії обмоткою на розсіювання і в міді, що формально виражається дещо абстрактним параметром власного падіння напруги обмотки;
- Задаємося коефіцієнтом укладання Kу = 0,8, додаємо по 3-5 мм до a і b муздрамтеатру, розраховуємо к-ть шарів обмотки, середню довжину витка і метраж проводу
- Розраховуємо аналогічно вторинку при J1 = 6 А / кв. мм, k3 = 1,05 і Kу = 0,85 на напруги 50, 55, 60, 65, 70 і 75 В, в цих місцях будуть відводи для грубої підгонки режиму зварювання і компенсації коливань напруги живлення.
Намотування і доведення
Діаметри проводів в розрахунку обмоток виходять як правило більше 3 мм, а лаковані обмотувальні дроти з d> 2,4 мм в широкому продажі рідкісні. Крім того, обмотки сварочніка відчувають сильні механічні навантаження від електромагнітних сил, тому готові дроти потрібні з додатковою текстильної обмоткою: ПЕЛШО, ПЕЛШО, ПБ, ПБД. Знайти їх ще важче, і коштують вони дуже дорого. Метраж же дроти на сварочник такий, що більш дешеві голі дроти можливо ізолювати самостійно. Додаткова перевага - звивши до потрібного S кілька багатожильних проводів, отримаємо провід гнучкий, мотати яким куди легше. Хто пробував укласти на каркас вручну шину хоча б в 10 квадратів, оцінить.
ізолювання
Припустимо, є в наявності дріт 2,5 кв. мм в ПВХ ізоляції, а на вторинне житло треба 20 м на 25 квадратів. Готуємо 10 котушок або бухт по 25 м. Відмотуємо з кожної приблизно по 1 м проводу і знімаємо штатну ізоляцію, вона товста і не термостійкий. Оголені дроти скручуємо парою щипців в рівну тугу косу, а її обмотуємо, в порядку наростання вартості ізоляції:
- Малярським скотчем з нахлестом витків 75-80%, тобто в 4-5 шарів.
- Міткалеві тасьмою з нахлестом в 2 / 3-3 / 4 витка, тобто в 3-4 шари.
- Х / б ізолентою з нахлестом в 50-67%, в 2-3 шари.
Далі звертаємо ізольований відрізок в бухту від 40-50 см діаметром, ізолюємо наступний і т.д. Але це тільки попередня ізоляція.
Примітка: провід для вторинної обмотки готується і мотається вона після намотування і випробувань первинної, див. Далі.
намотування
Тонкостінний саморобний каркас не витримає тиску витків товстого дроту, вібрацій і ривків при роботі. Тому обмотки зварювальних трансформаторів роблять безкаркасними галетних, а на осерді закріплюють клинами з текстоліту, стеклотекстолита або, в крайньому випадку, просоченої рідким лаком (див. Вище) бакелітовій фанери. Інструкція по намотуванні обмоток зварювального трансформатора така:
- Готуємо дерев'яну бобишку висотою по висоті обмотки і з розмірами в поперечнику на 3-4 мм більше a і b муздрамтеатру;
- Прибиваємо або прикручуємо до неї тимчасові фанерні щоки;
- Тимчасовий каркас обмотуємо в 3-4 шари тонкої поліетиленовою плівкою з заходом на щоки і заворотом на їх зовнішню сторону, щоб провід не приклеївся до дерева;
- Мотаємо попередньо ізольовану обмотку;
- За намотуванні двічі просочуємо до протікання наскрізь рідким лаком;
- по висиханні просочення акуратно знімаємо щоки, видавлюємо бобишку і віддираємо плівку;
- обмотку в 8-10 місцях рівномірно по окружності туго обв'язуємо тонкі шнуром або пропіленові шпагатом - вона готова до випробувань.
Доведення і домотка
Шіхтуем сердечник в галету і стягуємо його болтами, як годиться. Випробування обмотки виробляються повністю аналогічно випробуванням сумнівного готового трансформатора, див. Вище. Краще скористатися ЛАТР; IХХ при вхідній напрузі 235 В не повинен перевищувати 0,45 А на 1 кВА габаритної потужності трансформатора. Якщо більше - первинку домативают. З'єднання проводу обмотки робляться на болтах (!), Ізолюються термоусаджуваної трубкою (ТУТ) в 2 шари або х / б ізолентою в 4-5 шарів.
За результатами випробувань коригується число витків вторинки. Напр., Розрахунок дав 210 витків, а реально IХХ вліз в норму при 216. Тоді розрахункові витки секцій вторинки множимо на 216/210 = 1,03 прибл. Не нехтуйте знаками після коми, від них багато в чому залежить якість трансформатора!
Після доведення сердечник розбираємо; галету туго обмотуємо тими ж малярським скотчем, міткаль або «тряпочной» ізолентою в 5-6, 4-5 або 2-3 шари соотв. Мотати поперек витків, а не по ним! Тепер ще раз просочуємо рідким лаком; коли просохне - двічі нерозбавленим. Ця галета готова, можна робити вторинну. Коли обидві будуть на осерді, ще раз відчуваємо тепер уже трансформатор на IХХ (раптом десь завітковало), закріплюємо галети і весь трансформатор просочуємо нормальним лаком. Уф-ф, сама марудна частина роботи позаду.
тягнемо ВХ
Але він у нас поки занадто крутий, не забули? Потрібно пом'якшити. Найпростіший спосіб - резистор у вторинному ланцюзі - нам не підходить. Все дуже просто: на опорі всього лише 0,1 Ом при струмі 200 розсіється теплом 4 кВт. Якщо у нас сварочник на 10 і більше кВА, а варити потрібно тонкий метал, резистор потрібен. Який би не був ток виставлений регулятором, його викиди при запалюванні дуги неминучі. Без активного баласту вони місцями пережгут шов, а резистор їх погасить. Але нам, малопотужним, він нього толку не буде.
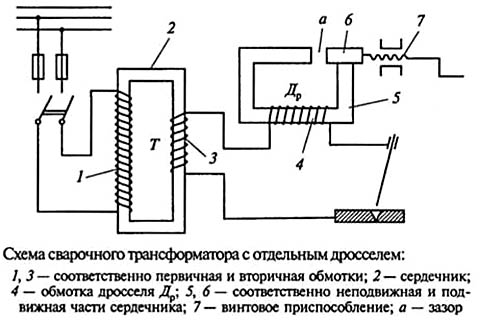
Регулювання режиму зварювання реактивної котушкою
Реактивний баласт (котушка індуктивності, дросель) зайвої потужності не забере: вона поглине викиди струму, а потім плавно віддасть їх дузі, це і розтягне ВХ як треба. Але тоді потрібен дросель з регулюванням розсіювання. А для нього - сердечник майже такий же, як і у трансформатора, і досить складна механіка, див. Рис.

Саморобний баласт зварювального трансформатора
Ми підемо іншим шляхом: застосуємо активно-реактивний баласт, у старих зварників в просторіччі іменований кишкою, див. Рис. праворуч. Матеріал - сталевий дріт-катанка 6 мм. Діаметр витків - 15-20 см. Скільки їх - на рис. видно, для потужності до 7 кВА ця кишка правильна. Повітряні проміжки між витками - 4-6 см. З трансформатором активно-реактивний дросель з'єднується додатковим відрізком зварювального кабелю (шланга, просто), а електродотримач приєднується до нього затискачем-прищіпкою. Підбираючи точку приєднання, можна, укупі з перемиканням на відводи вторинки, точно налаштувати робочий режим дуги.
Примітка: активно-реактивний дросель в роботі може грітися до червоного, тому йому необхідна згорає термоміцністі діелектрична немагнітна підкладка. За ідеєю, спеціальний керамічний ложемент. Допустима заміна його сухому піщаному подушкою, або вже формально з порушенням, але не грубим, зварювальну кишку укладають на цеглу.
А решта?
Примітивний держатель зварювального електрода
Це означає перш за все - Електродотримачі і приєднувальний пристрій зворотного шланга (зажим, прищіпка). Їх, раз у нас трансформатор на межі, потрібно купити готові, а таких, як на рис. праворуч, не треба. Для зварювального апарату на 400-600 А якість контакту в тримачі мало відчутно, і просто прімативаніе зворотного шланга він теж витримає. А наш саморобний, що працює з натугою, може відмовити начебто незрозуміло чому.
Далі, корпус апарату. Його потрібно робити з фанери; бажано бакелітовій просоченої, як описано вище. Днище - товщиною від 16 мм, панель з клемником - від 12 мм, а стінки і кришку - від 6 мм, щоб при перенесенні не відірвалися. Чому не листова сталь? Вона ферромагнетик і в поле розсіювання трансформатора може порушити його роботу, тому що ми витягуємо з нього все, що можливо.
Що до клемних колодок, то самі клеми робляться з болтів від М10. Основа - ті ж текстоліт або склотекстоліт. Гетінакс, бакеліт і карболіт не годяться, досить скоро підуть кришитися, тріскатися і розшаровуватися.
пробуємо постоянку
Сварка постійним струмом має ряд переваг, але ВХ будь-якого зварювального трансформатора на постоянка посилюється. А у нашого, розрахованого на мінімально можливий запас по потужності, стане неприпустимо жорсткою. Дросель-кишка тут вже не допоможе, навіть якщо б він працював на постійному струмі. Крім того, треба захистити дорогі випрямні діоди на 200 А від кидків струму і напруги. Потрібен зворотно-поглинаючий фільтр інфранизьких частот, ФІНЧ. Хоча на вигляд він відображає, але потрібно врахувати сильну магнітну зв'язок між половинами котушки.
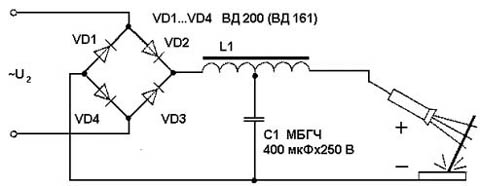
Схема зварки постійним струмом
Відома багато років схема такого фільтра дана на рис. Але відразу ж після її впровадження любителями з'ясувалося, що робоча напруга конденсатора С мало: викиди напруги при запалюванні дуги можуть досягати 6-7 значень її Uхх, т.е.450-500 В. Далі, конденсатори потрібні витримують циркуляцію великий реактивної потужності, тільки і тільки олійно-паперові (МБГЧ, МБГО, КБГ-МН). Про массогабарітах одинарних «банок» цих типів (до речі, і не дешевих) дає уявлення слід. рис., а на батарею їх знадобиться 100-200.

Олійно-паперові конденсатори
З магнитопроводом котушки простіше, хоча і не зовсім. Для нього підійдуть 2 пла силового трансформатора ТС-270 від старих лампових телевізоров- «трун» (дані є в довідниках і в рунеті), або аналогічні, або ШЛ зі схожими або великими a, b, c і h. З 2-х плов збирають ШЛ з зазором, див. Рис., В 15-20 мм. Фіксують його текстолітовими або фанерними прокладками. Обмотка - ізольований провід від 20 кв. мм, скільки влізе у вікно; 16-20 витків. Мотають її в 2 дроти. Кінець одного з'єднують з початком іншого, це буде середня точка.
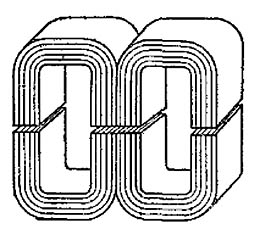
Бронєвой муздрамтеатр з немагнітним зазором
Налаштування фільтру проводиться по дузі на мінімальному і макисмальном значеннях Uхх. Якщо дуга на мінімальний млява, електрод липне, зазор зменшують. Якщо на максимальний пече метал - збільшують або, що буде ефективніше, зрізають симетрично частина бічних стрижнів. Щоб сердечник від цього не розсипався, його просочують рідким, а потім нормальним лаком. Знайти оптимум індуктивності досить важко, але зате потім зварювання працює бездоганно і на змінному струмі.
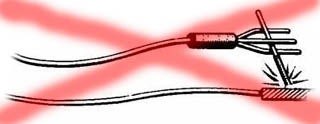
Мікродуга
Про призначення мікродуговим зварювання сказано спочатку. «Апаратура» для неї гранично проста: понижуючий трансформатор 220 / 6,3 В 3-5 А. В лампові часи радіоаматори підключалися до накальной обмотці штатного силового трансформатора. Один електрод - сама скручування проводів (можна мідь-алюміній, мідь-сталь); інший - графітовий стержень на кшталт грифеля від олівця 2М.
Зараз для мікродуговим зварювання використовують більш комп'ютерні блоки живлення, або, для імпульсної мікродуговим зварювання, батареї конденсаторів, див. Відео нижче. На постійному струмі якість, роботи, зрозуміло, поліпшується.
Відео: саморобний апарат для зварювання скруток
Відео: зварювальний апарат своїми руками з конденсаторів
Контакт! Є контакт!
Контактна зварювання в промисловості використовується переважно точкова, шовна і стикова. У домашніх умовах, перш за все по енергоспоживанню, здійсненна імпульсна точкова. Придатна вона для зварювання і приварювання тонких, від 0,1 до 3-4 мм, сталевих листових деталей. Дугове зварювання тонкостенкость прожжет, а якщо деталь з монетку і менш, то сама м'яка дуга спалить її цілком.
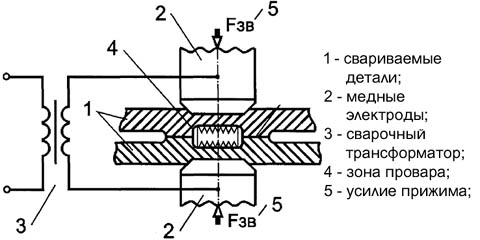
Схема точкового контактного зварювання
Принцип дії точкового контактного зварювання ілюструє рис: мідні електроди з силою стискають деталі, імпульс струму в зоні провідникові сталь-сталь нагріває метал до того, що відбувається електродифузія; метал не плавиться. Струм для цього потрібен ок. 1000 А на 1 мм товщини зварювальних деталей. Так, струм в 800 А прихопить листи по 1 і навіть 1,5 мм. Але якщо це не виріб для забави, а, припустимо, оцинкований профнастил забору, то перший же сильний порив вітру нагадає: «Мужик, а ток-то слабенький був!»
Проте, контактна точкове зварювання набагато економічніше дугового: напруга холостого ходу зварювального трансформатора для неї - 2 В. Воно складається 2-х контактних різниць потенціалів сталь-мідь і провідникові зони провару. Розраховується трансформатор для контактного зварювання аналогічно йому ж для дугового, але щільність струму у вторинній обмотці беруть 30-50 і більше А / кв. мм. Вторинний ринок контактно-зварювального трансформатора містить 2-4 витка, добре охолоджується, а його коефіцієнт використання (відношення часу зварювання до часу роботи на холостому ходу і охолодження) багаторазово нижче.
В рунеті чимало описів саморобних імпульсно-точкових сварочніка з негідних мікрохвильовок. Вони, в общем-то, правильні, а в повторенні, як написано в «1001 ночі», користі немає. І старі мікрохвильовки на смітниках купами не валяються. Тому займемося конструкціями менш відомими, але, між іншим, більш практичними.
Проста саморобна установка контактного зварювання
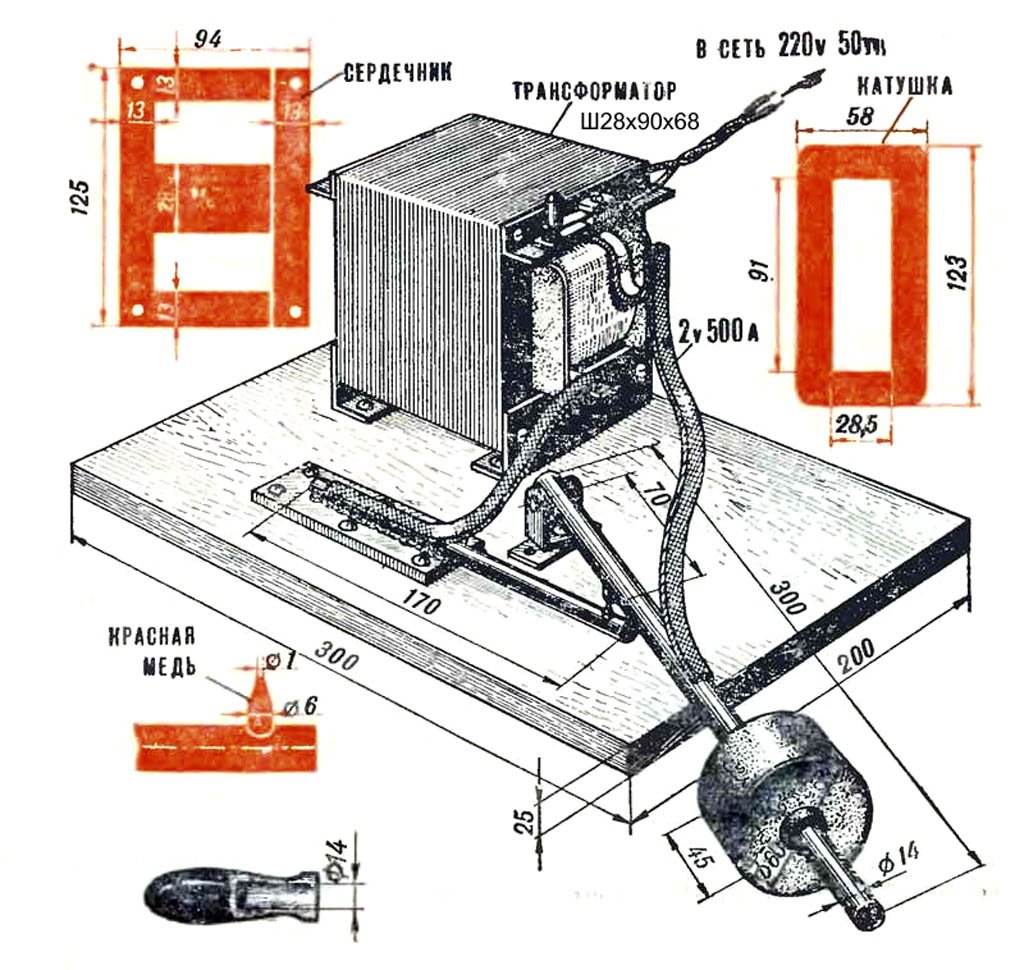
На рис. - пристрій найпростішого апарату для імпульсної точкового зварювання. Їм можна зварювати листи до 0,5 мм; для дрібних виробів він підходить відмінно, а магнітопроводи такого і більшого типорозміру відносно доступні. Його гідність, крім простоти - притиск ходової штанги зварювальних кліщів вантажем. Для роботи з контактно-зварювальних імпульсніком не завадила б і третя рука, а якщо однією доводиться з силою стискати кліщі, то взагалі незручно. Недоліки - підвищена аварійно- та травмоопасность. Якщо випадково дати імпульс, коли електроди зведені без деталей, що зварюються, то з кліщів вдарить плазма, полетять бризки металу, захист проводки виб'є, а електроди Сплав намертво.
Вторинна обмотка - з мідної шини 16х2. Її можна набрати зі смужок тонкої листової міді (вийде гнучка) або зробити з відрізка сплющеною трубки подачі холодоагенту побутового кондиціонера. Ізолюється шина вручну, як описано вище.
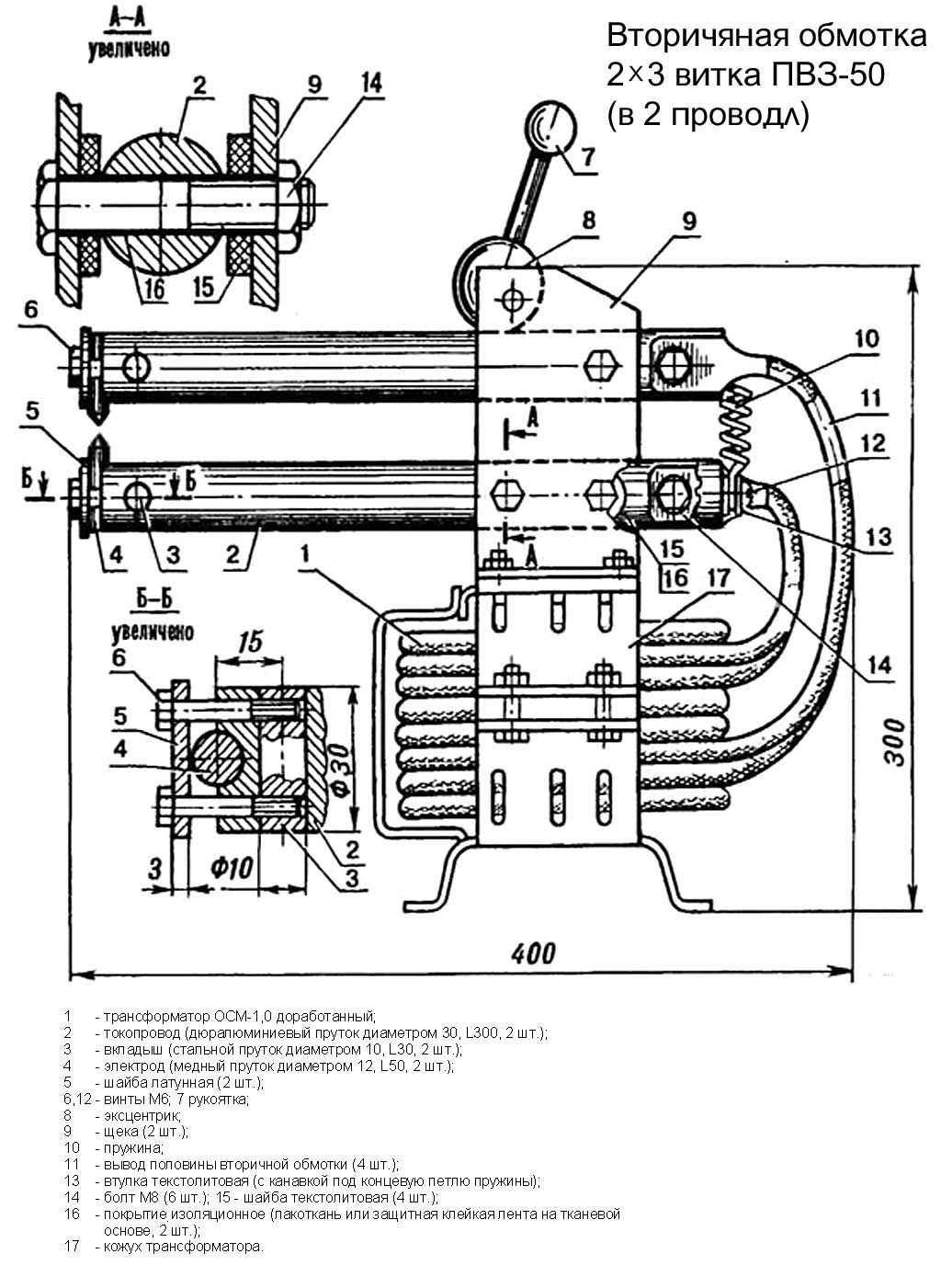 Тут на рис. - креслення апарату імпульсної точкового зварювання потужніший, на зварювання листа до 3 мм, і надійніше. Завдяки досить потужною поворотній пружині (від панцирної сітки ліжка) випадкове сходження кліщів виключено, а ексцентриковий притиск забезпечує сильне стабільне стиснення кліщів, від чого суттєво залежить якість зварного стику. У разі чого притиск можна миттєво скинути одним ударом по важелю ексцентрика. Недолік - ізолюючі вузли кліщів, їх занадто багато і вони складні. Ще один - алюмінієві штанги кліщів. Вони, по-перше, не настільки міцні, як сталеві, по-друге, це 2 непотрібних контактних різниці. Хоча тепловідвід по алюмінію, безумовно, відмінний.
Тут на рис. - креслення апарату імпульсної точкового зварювання потужніший, на зварювання листа до 3 мм, і надійніше. Завдяки досить потужною поворотній пружині (від панцирної сітки ліжка) випадкове сходження кліщів виключено, а ексцентриковий притиск забезпечує сильне стабільне стиснення кліщів, від чого суттєво залежить якість зварного стику. У разі чого притиск можна миттєво скинути одним ударом по важелю ексцентрика. Недолік - ізолюючі вузли кліщів, їх занадто багато і вони складні. Ще один - алюмінієві штанги кліщів. Вони, по-перше, не настільки міцні, як сталеві, по-друге, це 2 непотрібних контактних різниці. Хоча тепловідвід по алюмінію, безумовно, відмінний.
про електродах
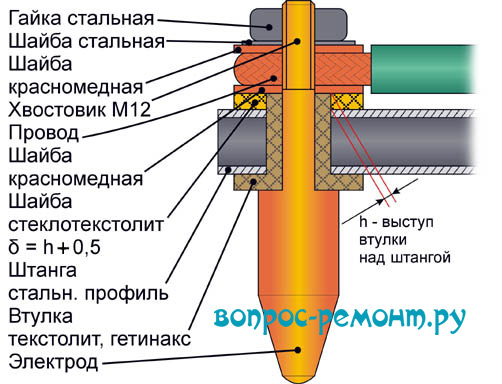
Електрод контактного зварювання в ізолюючої втулки
В аматорських умовах доцільніше ізолювати електроди в місці установки, як показано на рис. праворуч. Вдома не конвеєр, апарату завжди можна дати охолонути, щоб ізолюючі втулки НЕ перегрілися. Така конструкція дозволить зробити штанги з міцної і дешевої сталевий профтруби, а ще подовжити дроти (до 2,5 м це допустимо) і користуватися контактно-зварювальних пістолетом або виносними кліщами, див. Рис. нижче.
На рис. праворуч видно ще одна особливість електродів для точкового контактного зварювання: сферична контактна поверхня (п'ята). Плоскі п'яти довговічніше, тому електроди з ними широко використовуються в промисловості. Але діаметр плоскою п'яти електрода повинен бути рівний 3-м толщинам прилеглого зварюваного матеріалу, інакше пляма провару понюхає або в центрі (широка п'ятка), або по краях (вузька п'ята), і від зварного стику піде корозія навіть по нержавійці.
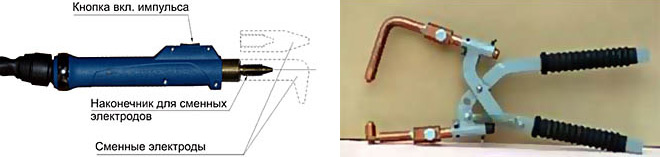
Пістолет і виносні кліщі для контактного зварювання
Останній момент про електродах - їх матеріал і розміри. Червона мідь швидко вигорає, тому покупні електроди для контактного зварювання роблять з міді з присадкою хрому. Такими слід користуватися, при нинішніх цінах на мідь це більш ніж виправдано. Діаметр електрода беруть залежно від режиму його використання в розрахунку на щільність струму 100-200 А / кв. мм. Довжина електрода за умовами теплопередачі не менше 3-х його діаметрів від п'яти до кореня (початку хвостовика).
Як давати імпульс
У найпростіших саморобних апаратах імпульсно-контактного зварювання імпульс струму дають вручну: просто включають зварювальний трансформатор. Це йому, звичайно, на користь не йде, а зварювання - то непровар, то перевитрата. Однак автоматизувати подачу і нормувати зварювальні імпульси не так вже й складно.
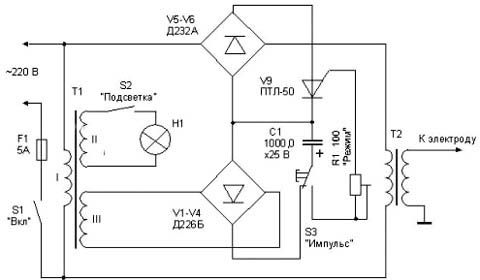
Схема простого формувача імпульсів для контактного зварювання
Схема простого, але надійного і перевіреного довгої практикою формувача зварювальних імпульсів дана на рис. Допоміжний трансформатор Т1 - звичайний силовий на 25-40 Вт. Напруга обмотки II - по лампочці підсвічування. Можна замість неї поставити 2 включених зустрічно-паралельно світлодіода з резистором (звичайним, на 0,5 Вт) 120-150 Ом, тоді напруга II буде 6 В.
Напруга III - 12-15 В. Можна 24, тоді конденсатор С1 (звичайний електролітичний) потрібен на напругу 40 В. Діоди V1-V4 і V5-V8 - будь-які випрямні мости на 1 і від 12 А соотв. Тиристор V9 - на 12 і більше А 400 В. підійдуть Оптотиристори з комп'ютерних блоків живлення або ТО-12,5, ТО-25. Резистор R1 - дротяний, їм регулюють тривалість імпульсу. Трансформатор Т2 - зварювальний.
На закінчення
І наостанок щось, що може здатися приколом: зварювання в соляному розчині. Насправді це не дозвільне розвага, але річ для деяких цілей цілком корисна. А зварювальне обладнання для соляної зварювання можна зробити своїми руками на столі за 15 хв, см. Ролик:
Відео: зварювання своїми руками за 15 хвилин (на соляному розчині)
 (Поки оцінок немає)
(Поки оцінок немає) 


Натискаючи кнопку «Додати коментар», я погоджуюся з призначеним для користувача угодою і політикою конфіденційності сайту.